







 от ГК Росатом")













‘).appendTo(this.inner).click(function () { $(document).toggleFullScreen(); $.fancybox.toggle(); $(‘.fullscreen’).hide(); }); }, afterClose: function () { $(document).fullScreen(false); $(‘.fullscreen’).show(); }, scrolling: ‘yes’, helpers: { title: { type: ‘over’ }, overlay: {locked: false} } }); });
Многие, купив недорогой DLP принтер, считают почему то что новенький купленный почти мерседес сейчас начнет воплощать все их мечты сам. Действительность часто опускает их на землю, и вызывает стойкую аллергию к отличному на самом деле достижению технологий.
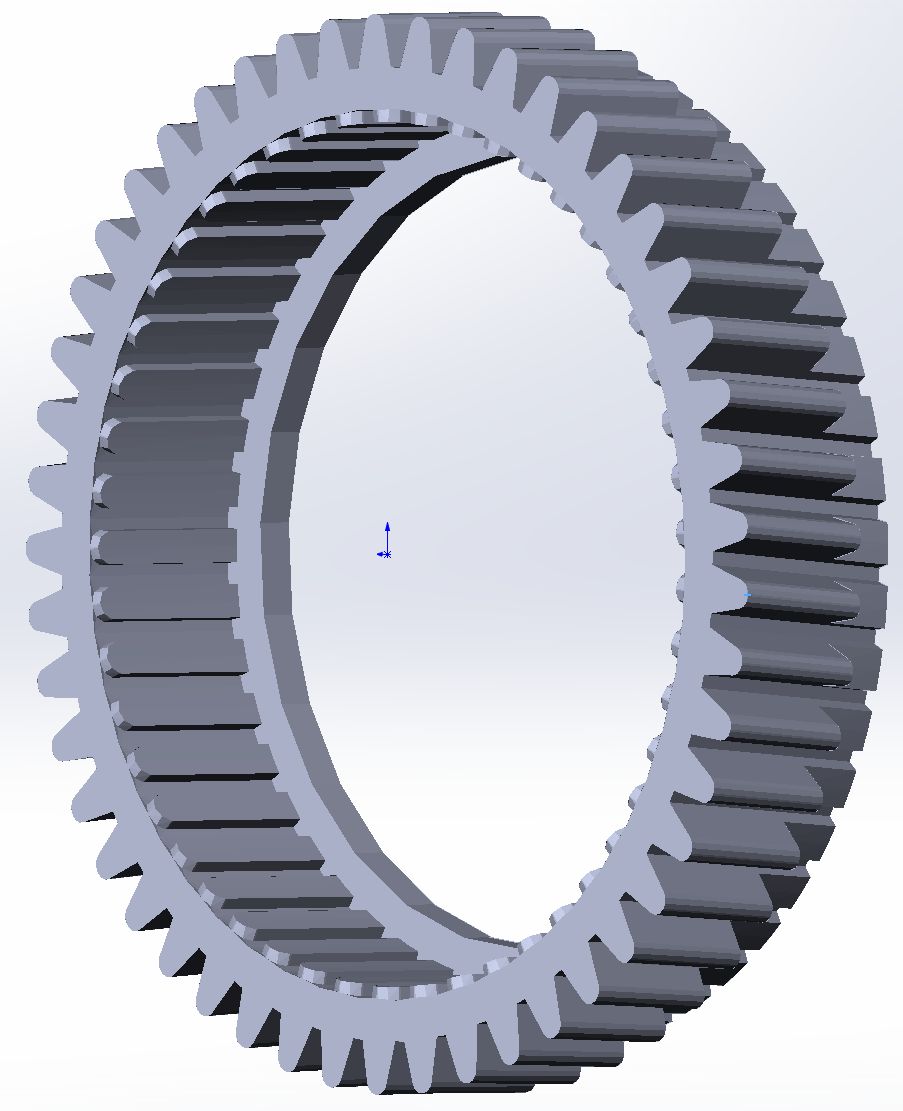
Один из покупателей закупаемого мной полимера (покупаю много, делюсь по запросу) вознамерился напечатать шестеренку от некоего итальянского станка. Потому как цена новой шестеренки — что то в районе 150-200 евро, и ждать почти месяц.
Полимер я посоветовал специальный, с повышеной эластичностью и твердостью, который активно использую в своих целях, то есть проверенный.
После нескольких проб он сообщил о нескольких попытках:
— сначала полимер не печатает
— потом печатает не все
— в конце концов напечатал неплохо, но детель вообще никакая, «резиновая».
Печатал на Фотоне, то есть на том же что и я.
Из опыта я понимаю, что принтер принтеру рознь. Точность, плавность, способы отрыва от пленки, мощность и тип UV засветки влияют на результат, иногда настолько, что напечатанное например на PHROSEN XL невозможно или очень сложно повторить на фотоне.
Дальше — я выпросил модель детали у товарища, чтобы убедиться самому что ничего не получается.
Собственно дальше то — ради чего я начал этот монолог. Все нижесказанное — исключительно мои выводы на основе опыта. Допускаю что неправильные.
3D DLP печать — достаточно капризная технология, если нужен определенный результат. Имеют значение все мелочи.
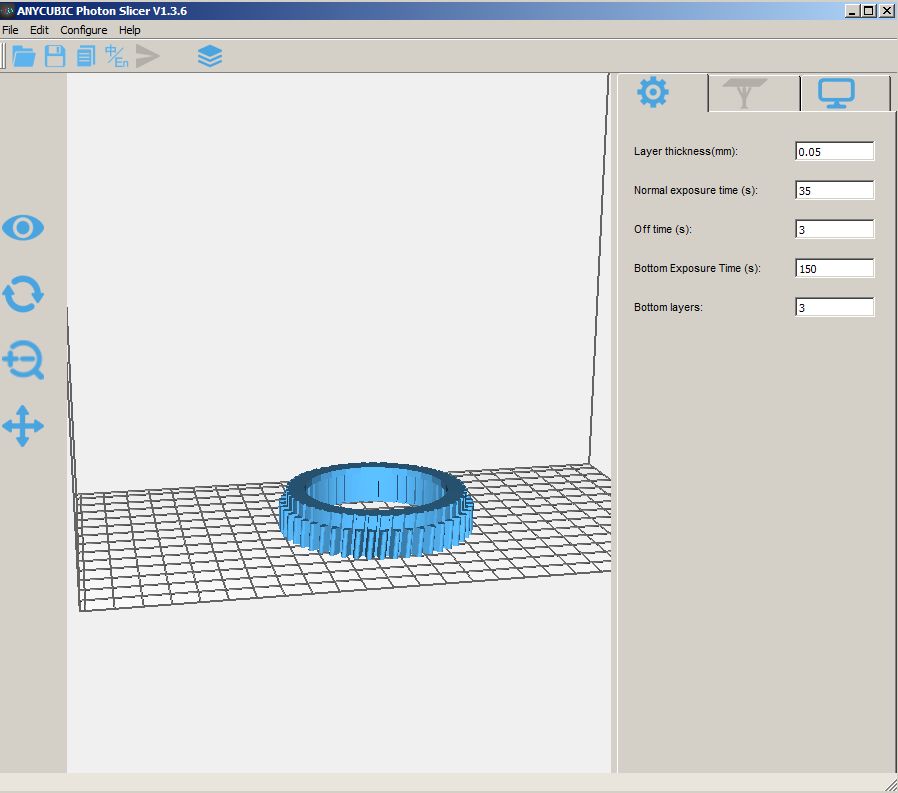
На них я остановлюсь по ходу печати вот этой шестеренки на Anycubic Photon:
Самое первое — достаточно качественный и исправный принтер. Отсутствие вобблинга, заеданий по Z.
Температура в помещении. По опыту — печать может хромать если она ниже 20 градусов. У меня по началу принтер стоял на слегка утепленном балконе, и при 10-14 тепла я имел неприятные глюки.
Правильно подобранный полимер. Надо понимать, что деталь будет подвергаться нагрузкам, деформациям и тд, так же должна быть точной. То есть — полимер без усадок (или минимальной порядка 1-2%), с небольшой боковой засветкой (иначе резкие переходы в детали могут «смыливаться»), жестким но не хрупким (иначе зубья просто будут выкрашиваться при работе).
Перемешанный перед использованием полимер! Об этом многое забывают.
Любой полимер — это равномерная смесь нескольких материалов (основа, стабилизатор, фотоинициатор, добавки для придания свойств, краситель). Производитель, делая партию полимера, добивается равномерности состава и разливает его по фасовочной таре. Он должен сам гарантировать что отмерянное в бутылке соответсвует заявленным свойствам. Дальше бутылка где то едет — греется — охлаждается, и возможно много раз. Составные части намешанные в бутылке имеют разную плотность, вязкость, и в процессе хранения МОГУТ разделиться на слои. Поэтому налив просто так в принтер — вы можете запросто получить непонятно что. ПЕРЕД ЗАЛИВАНИЕМ всегда нужно перемешивать. Желательно несколько минут. Переворачивая бутылку вверх дном (краситель, добавленный в полимер, очень любит оседать на дне, его оттуда надо вымыть).
То же самое касается полимера налитого в ванну принтера — он так же норовит расслоиться при длительном хранении. Е если не перемешать — печатать будете голым красителем, который как раз и скопится у пленки.
Режимы печати. Ктобы что не говорил и не рекомендовал — не поленитесь. Выполните новым полимером тест печати, чтобы найти оптимальные для именно этой толщины слоя и именно этого полимера. Для фотона есть специальный режим и программа (для большинства принтеров — тоже), время теста 2-4 минуты, но вы точно будете знать на что рассчитывать.

Дальше — как расположить деталь для слайсинга. Я знаю что делаю неправильно, но я всегда кладу деталь самой широкой частью на стол. Потом уже думаю куда добавить поддержки для элементов повыше, но я не делаю основы под деталью. Можете закидать меня камнями, но у меня и так работает
Собственно печать.
Опять же подготовительный этап. Правильный полимер при подходящей температуре налит в ванну.
Отмойте платформу. Кто то протирает ее просто, кто то не протирает — я мою спиртом. Этиловым или изопропиловым 90-95%. Вытираю безворсовыми салфетками. Просушиваю воздухом (спирт, попавший в полимер, может его неплохо подпортить)
Дальше печать — ничего интересного отведенное время.
Момент зеро — принтер пискнул. деталь на площадке. Повесьте платформу боком на креплении чтобы остатки стекли в ванну. Можно унести с собой несколько драгоценных грамм. Я вывешиваю на 5-10 минут.
Сбили с платформы деталь.
Отмойте ее обязательно. Чем больше мелких выемок канавок — тем больше полимера там остается. Я мою в чистом спирте, в ультразвуковой ванной. до 10 минут.
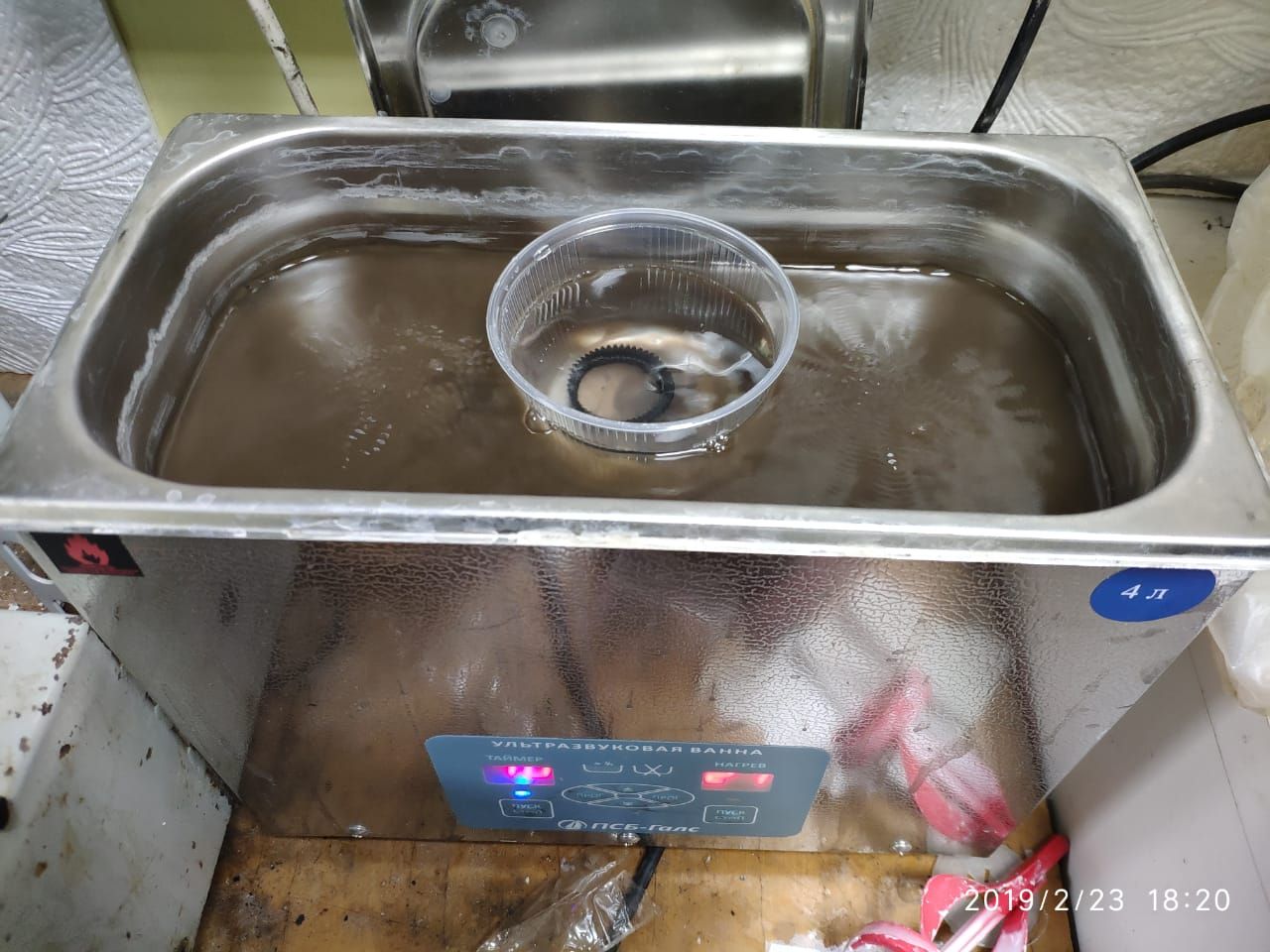
Ванна большая, спирта не напасешься. В ванну налита вода, в пластиковый стаканчик спирт, в нем плавает деталь. Стакан никак кавитации судя ко опыту не мешает.
Потом продуваю воздухом с компрессора. Беда в том, что если в каком то углублении отверстии остались капли полимера — они застынут при досветке — и вы получите залитое отверстие сквозное или плюху в глубоких местах.
Если деталь сильно хитровывернутая — мою и продуваю еще раз.
Сухую деталь засвечиваю с 2 сторон по 10-15 минут. Не в камере для ногтей. В специальной засветочной, с правильными диодами на 405nm и мощностью 30-40вт.
Геморройно наверно. Возможно.
Но на выходе я получаю вот это:

Размеры, геометрия идеальна на глаз и почти идеальна на штангенциркуле. Если кто то придерется к мелкому наплыву на основании зубов (видно, не более 0.1 мм примерно) — так это шестеренку нужно готовить к этому (исходная модель, писал уже КАК)
Ну и небольшие испытания на прочность.




Для чистоты эксперимента — при нагрузке в 4 аккумулятора она всетаки сломалась.
Достаточно этого или нет — не знаю. Для каких то случаев достаточно по прочности, для каких то нет.

В целом — я к тому, что при соблюдение примерно десятка условий — которые в основном приходят опытным путем — на DLP принтере можно получить очень достойный с точки зрения функционала результат.
Собственно, все ![]()





