







 от ГК Росатом")













‘).appendTo(this.inner).click(function () { $(document).toggleFullScreen(); $.fancybox.toggle(); $(‘.fullscreen’).hide(); }); }, afterClose: function () { $(document).fullScreen(false); $(‘.fullscreen’).show(); }, scrolling: ‘yes’, helpers: { title: { type: ‘over’ }, overlay: {locked: false} } }); });
Тема была
Плавно улучшал свой первый «лабораторно-исследовательский» фанерный кубик (не самый любимый инструмент, т.к. предпочитаю технику с «изюминкой», но самый беспроблемный и надежный, как АК-47) — директ подача пластика, 32-bit электроника, регулируемая термокамера с фоновой температурой до +90 С (теперь любимый пластик — сплавы и композиты PC, и прочно, и жестко, и не коробит, да), температурный диапазон пластиков до +350 С, стола до +130 С, закаленные сопла, пока не понял, что дальнейшие «улучшайзинги» требуют кардинальной смены подхода. Технологический потолок если и не достигнут, то дальнейшая его передвижка требует тотальной переделки.
ТЗ в свое время поставил в первой ссылке.
Перед НГ решил собрать такой прототип и пошел искать общедоступные решения.
Обратил внимание сначала на ZAV-mini, но у производителя перед НГ на складе было, видимо, шаром покати.
Ultimaker go «не зашел» — из фанеры не очень хотелось делать, а толстого 6 мм композита в моем городе не отыскалось. Предложения склеить из 2 по 3 мм были отметены.
Изобретать велосипед не хотелось и на память пришел когда-то попавшийся проект Z-bolt. Были скачаны исходники и принтер был перепроектирован под уменьшенную область печати. Естественно — в фанере.
Уже чуть было не отдал в резку на праздниках, но вовремя остановился — технологический предел фанеры при высоких фоновых температурах мной уже был достигнут. Мой фанерный «кубик» ощутимо гнул стенки из-за быстрой сушки дерева в циклах нагрева-охлаждения.
И да, еще, — Ultrabase начал, похоже, деградировать при такой варварской эксплуатации, теперь PETG «цепляет» только при t стола >80 C. SBS нормально не укладывается, адгезия с ABS только при температурах стола более 105-110 С. И причина — не термистор, температуру стола перепроверял контактным поверенным термометром, t стекла ниже температуры на дисплее на 3-7 градусов. 10 мм ремень GT2 с полиуретаном (коричневый такой) пока держится. Но натяжение при таких температурах ощутимо падает. Нужен «плавающий» натяжитель.
Вернемся к нашим баранам. Как вариант — рассматривал фрезеровку из ДСП (не та ДСП, которая для мебели, а тот ДСП, который «древесно-слоистый пластик» или в просторечии — «бакелитовая фанера»), а также из текстолита/гетинакса или литого поликарбоната. Ценник же, который мне «выкатили» за резку из алюминия, заставил вспомнить фразу «креста на вас нет!».
В таких раздумьях была проведена неделя. Душа упорно просила романтики, бока — контакта с диваном, руки — чесать собаку, а задница — приключений. В результате чего проект был благополучно «похерен» (может, и отправлю исходники автору проекта в качестве компенсации за «передранный» держатель хотэнда) и перепроектирован заново.
От исходников Z-bolt в итоге осталась только форма балки и проема под дверцу, без изменений — держатель хотэнда. Презентую:

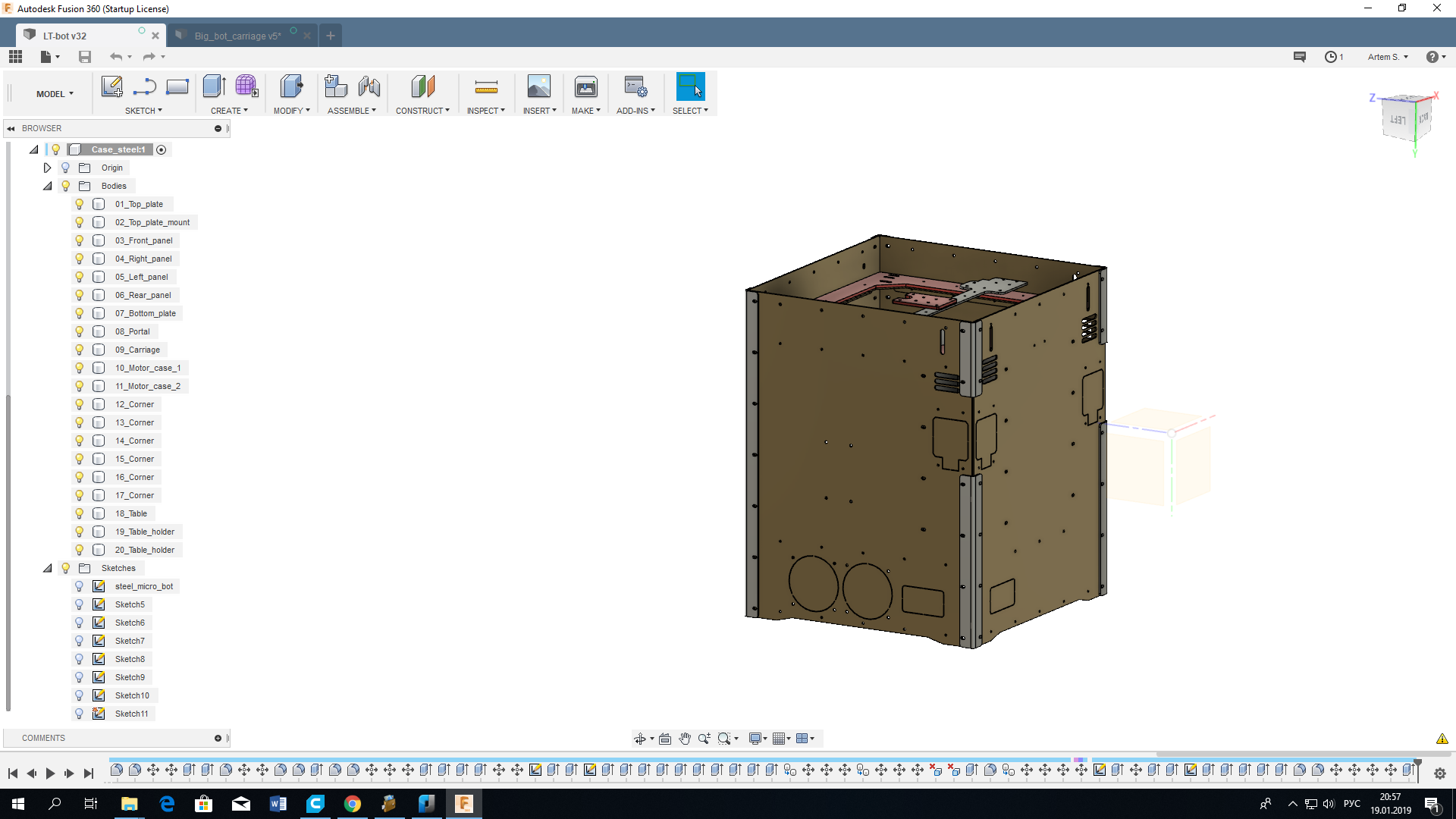
Панели корпуса — сталь 1.5 мм.
Верхний портал, балка, каретка, консольный стол с кронштейнами — сталь 3.0 мм.
Вертикальные стойки (углы и шахты двигателей X-Y), пол камеры — сталь 2.0 мм.
Электроника — Lerdge S, концевые выключатели механические по осям X-Y, оптический по оси Z. Причина — китайские оптические концевики при высокой температуре начинают «плыть» и «звенеть» по точности. Текстолитовые же МП-шки из отечественной радиоаппаратуры — наше все.
Область построения 130 х 130 х 140 мм
Рабочая поверхность — закаленное стекло 6-8 мм с силиконовой грелкой 220 В.
Стол — консольный, на рельсах MGN12H, привод оси Z — ременной, с понижающим редуктором.
Компоновка крайне плотная — размещение экструдеров (узлов подачи прутка) предусмотрено на боковых или на задней стенках. Посадочные плиты будут запроектированы под мой вариант .
Кстати — с этим экструдером неплохо так пошла печатать «дельта из запасов» SBS-пластиком по боуден-трубке 1.0 м. завершен, ну почти — только глаза и усы осталось сделать, дите довольно.
Корпус отдан в изготовление и «нет пути назад — уж ноги я побрил» (с). По результатам сборки и испытаний отчитаюсь.
P.S.: В случае интереса соконфетников к такому аппарату возможно производство партиями от 25 комплектов (о настройке гибочного станка ради одного корпуса пришлось с производственниками отдельно договариваться). Стоимости пока не знаю. Будет что-то между Zav-mini и Nioz H-bot. Скорее — ближе к ценнику Nioz. Металла я не жалел.
P.P.S.: И почему у меня вечно «танки» получаются? Проект будет назван Tough-steel





