







 от ГК Росатом")













‘).appendTo(this.inner).click(function () { $(document).toggleFullScreen(); $.fancybox.toggle(); $(‘.fullscreen’).hide(); }); }, afterClose: function () { $(document).fullScreen(false); $(‘.fullscreen’).show(); }, scrolling: ‘yes’, helpers: { title: { type: ‘over’ }, overlay: {locked: false} } }); });
Этот пост завершает серию публикаций про Tough-Steel.
Данный проект этой публикацией закрываю ввиду неверного подхода (но это не точно).
В части 1 я анонсировал изготовление цельностального «миникубика», который использовался бы в качестве помощника, а по факту — основного всеядного настольного (или подстольного) 3D принтера для основных задач.
Идея представителями сообщества была воспринята положительно и запущена в работу.
Здесь я показал фото собранного корпуса.
Результат получился неоднозначный — часть представителей сообщества резко одобрила, в личке и в комментариях появились сообщения с подтверждением намерения приобрести такой же, но частью была высказана резкая критика.
Кто-то был конструктивен, кто-то нет. Кто-то влез в тему похвастаться членом в 49.5 см тем, что у него все совсем лучше (правда — нигде этого лучше не показав, и действительно — 49.5 см то на дороге не валяются, лучше никому и не показывать), кто-то с ходу заявил, что философского камня в этом аппарате не приготовить PEEK-ом это печатать не будет (собственно, я и не стремился к этому). Что-то даже администрация подчистила.
Самым полезным, как ни странно, оказалась реплика одного из соконфетников «И зачем колхозить такого малыша из стали?»
Критику, наверное, никто не любит. Я лично очень не люблю (может, кто и заметил) неконструктивную, не подтвержденную выкладками и фактами.
Тем не менее, хоть критика хоть и порой огорчает, но иногда заставляет вернуться на землю с почивания на лаврах и переосмыслить сделанное.
P.S.: Больше всего «доставили каменты» про маленькую область печати — не, ну вы серьезно, товарищи?
Представьте себе, КАКОВА будет себестоимость детали из PEEK на полную область печати 200х200х200 мм, столь любимую участниками сообщества.
Давайте посчитаем?
Объем камеры 8 дм3, пусть деталь сложной формы займет 0.5 этого объема, при этом заполнение должно быть минимум 75% (ну правильно — из PEEK, надеюсь, мало кому в голову придет куколки или котиков печатать, это ж функциональнй полимер), т.е. имеем чистыми 8*0.5*0.75 = 3 дм3
Что при плотности полимера в 1.33 кг/дм3 составит 4 кг пластика.
Стоимость только филамента перевалит за 80 т.р. вечнодеревянных и займет время печати в пару недель (без гарантий, что столько вообще проработает аппарат без сбоев). Такую деталь проще сделать алюминиевой отливкой, предварительно «подняв» болванку на производительном принтере соплом в 0.8 мм и отшлифовав.
Короче — крепкие хозяйственники на этом ресурсе есть. Да. Желание иметь что-то про запас у русского человека неискоренимо.
В этой части я поделился некоторыми выкладками. Возможно, кому то помог. Вообще с тепломассообменом и сопроматом я дружен и всегда с удовольствием (ну это от собственного самомнения, как когда знаешь ответ по какому-либо вопросу и с удовольствием наблюдаешь за спором по предмету того самого вопроса ![]() ) наблюдал за холиварами «фанера vs акрил», «алюминий vs фанера».
) наблюдал за холиварами «фанера vs акрил», «алюминий vs фанера».
Вообще — хотелось показать, что многие проекты делаются интуитивно, без должной подготовки. А добрая половина вопросов и «открытий» в данном сообществе относится не к поиску и устранению первопричины происходящего, а к борьбе со следствиями, которые можно было бы предвосхитить просто нормальным аналитическим подходом к реализации проектов и отсутствием бездумного копирования (и ко мне это тоже относится).
Здесь, окрыленный успехами первых печатей, я дооснастил (пусть виртуально) принтер термокамерой и отправил детали в заказ.
Ожидая изготовления стальных деталей, я прорабатывал конструктив дальше, залипая все больше в те самые «открытия» и забывая о первопричинах и системном подходе.
Давайте, все-таки, попробуем ответить на вопрос, зачем «колхозить» такого малыша?
Т.к. изготовители железяк несколько подвели с раскроем стали (забыли мою мелочь включить в план), сейчас с импровизированной термокамерой из гофрокартона принтер выглядит так:
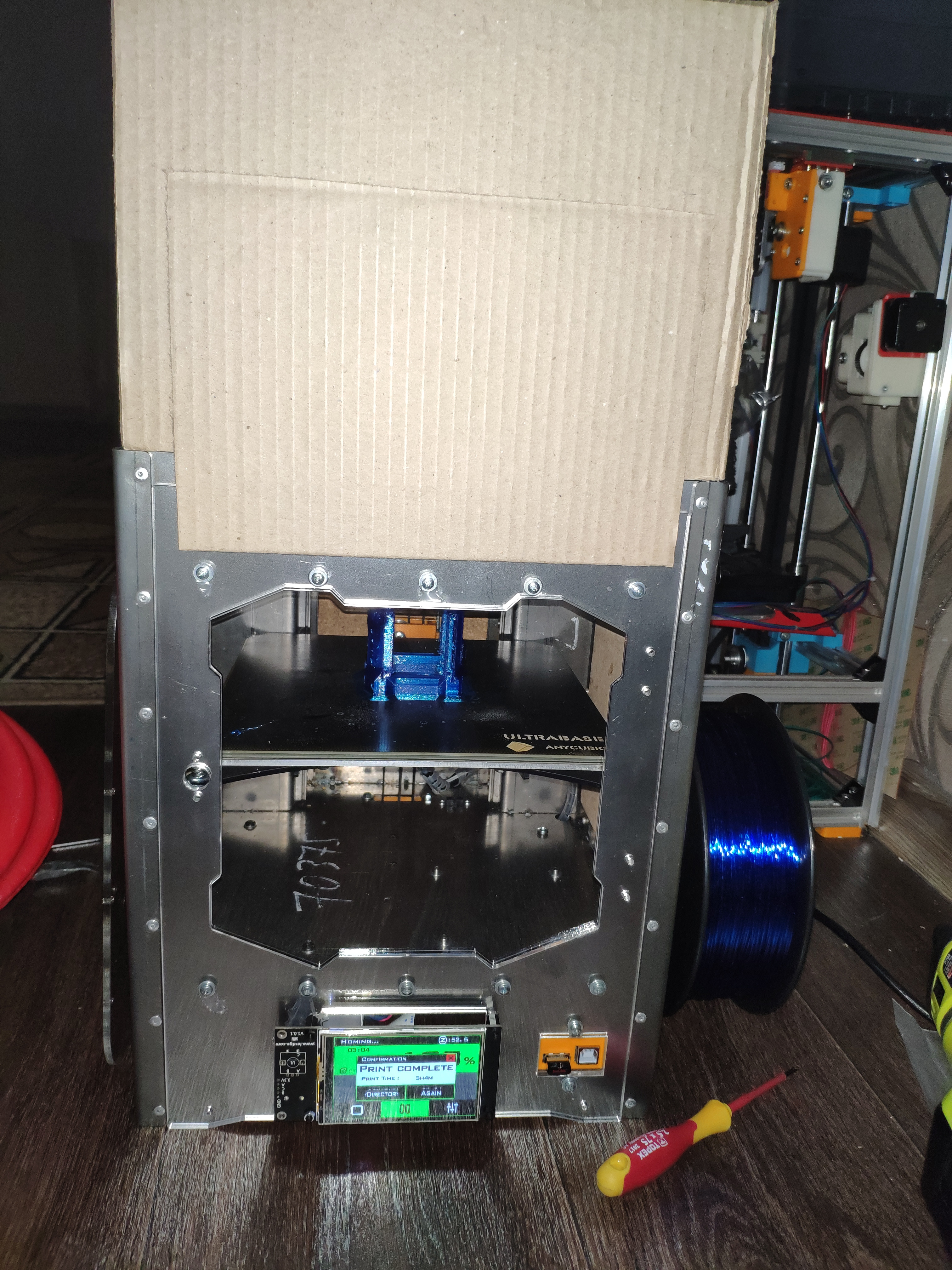
Аха. Египетская сила.
Дополнительно стенки изнутри были утеплены пробкой толщиной 3 мм (на фото ниже). На лицевую панель сделана накладка из прозрачного акрила.
Также было заменено подстолье и его кронштейны, добавившие +10мм к области печати по высоте.
А вот что на этом малыше было отпечатано?
Есть у меня пара катушек одного любопытного пластика — красивого, прочного, теплостойкого, в основе которого лежит поликарбонат PC с различными литьевыми добавками.
Не тот адаптированный для печати легкоплавкими сополимерами поликарбонат, а тот самый — хардкорный, литьевой. С твердостью по шкале Роквела (да-да, я не ошибся, по Роквелу) под 100. Вязкий, жесткий, адово прочный, с высокой усадкой. И очень красивый. Пробы для из него производителем была изготовлена партия филамента, но никто толком печатать этим филаментом не смог.
Мой фанероид без ухищрений в виде дополнительно подогреваемой термокамеры выше 2 мм из этого пластика «поднять» ничего не мог — отлипало от стола и всех использованных мной адгезивов (производитель рекомендовал для адгезии коврик из PEI, а также каптоновый скотч).
Теперь же печать — как я люблю. Отслайсил — вставил флешку — нажал на печать — пришел за готовой деталью.
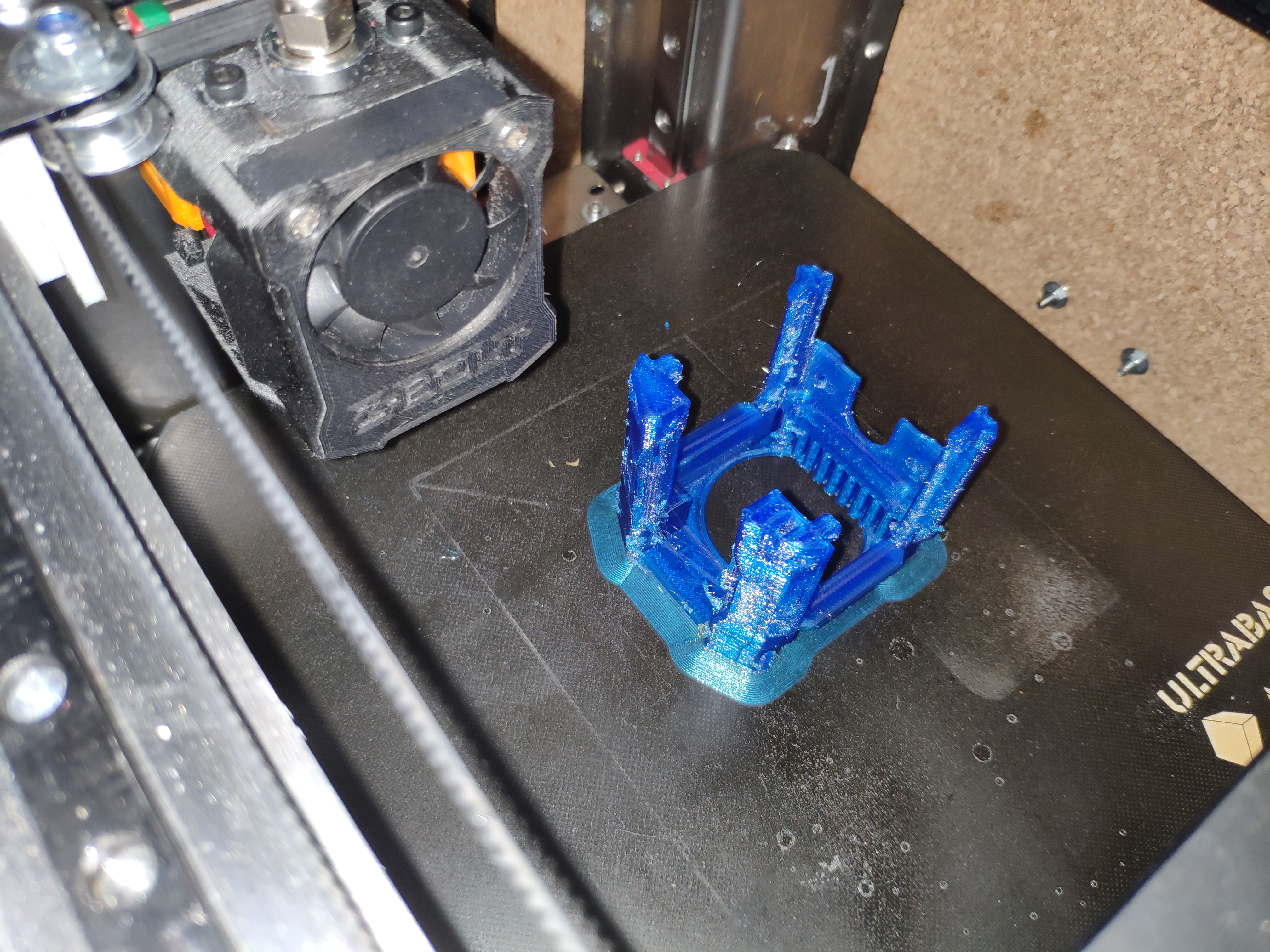
Фото на столе:
Еще одно:
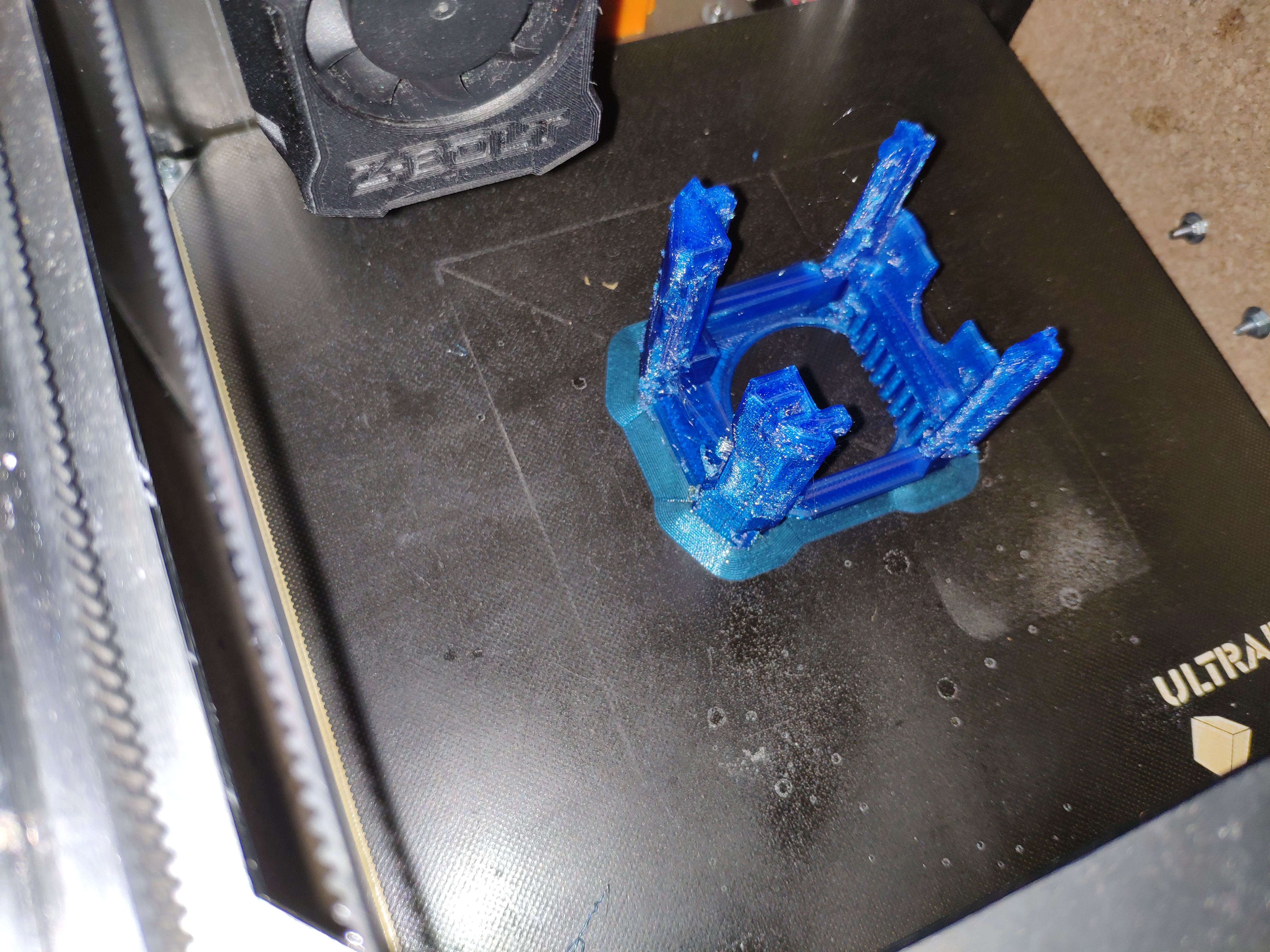
Ни намека на поднятие углов:
Коробление отсутствует:
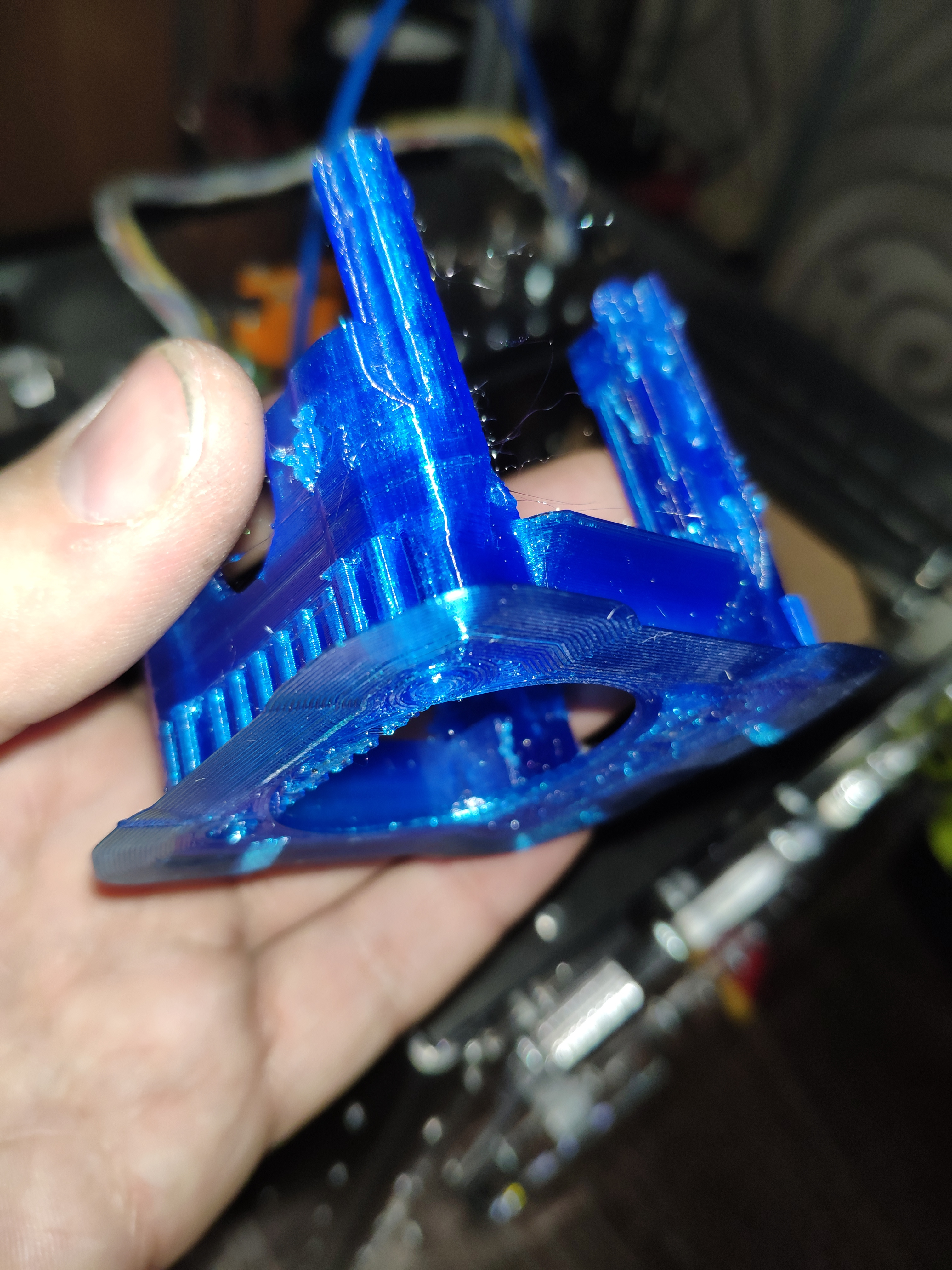
Подачу пластика надо еще подстроить, хотя вот эти сопли легко удаляются. А вот поддержки удалять — тяжело. Без дремеля — особо тяжело.

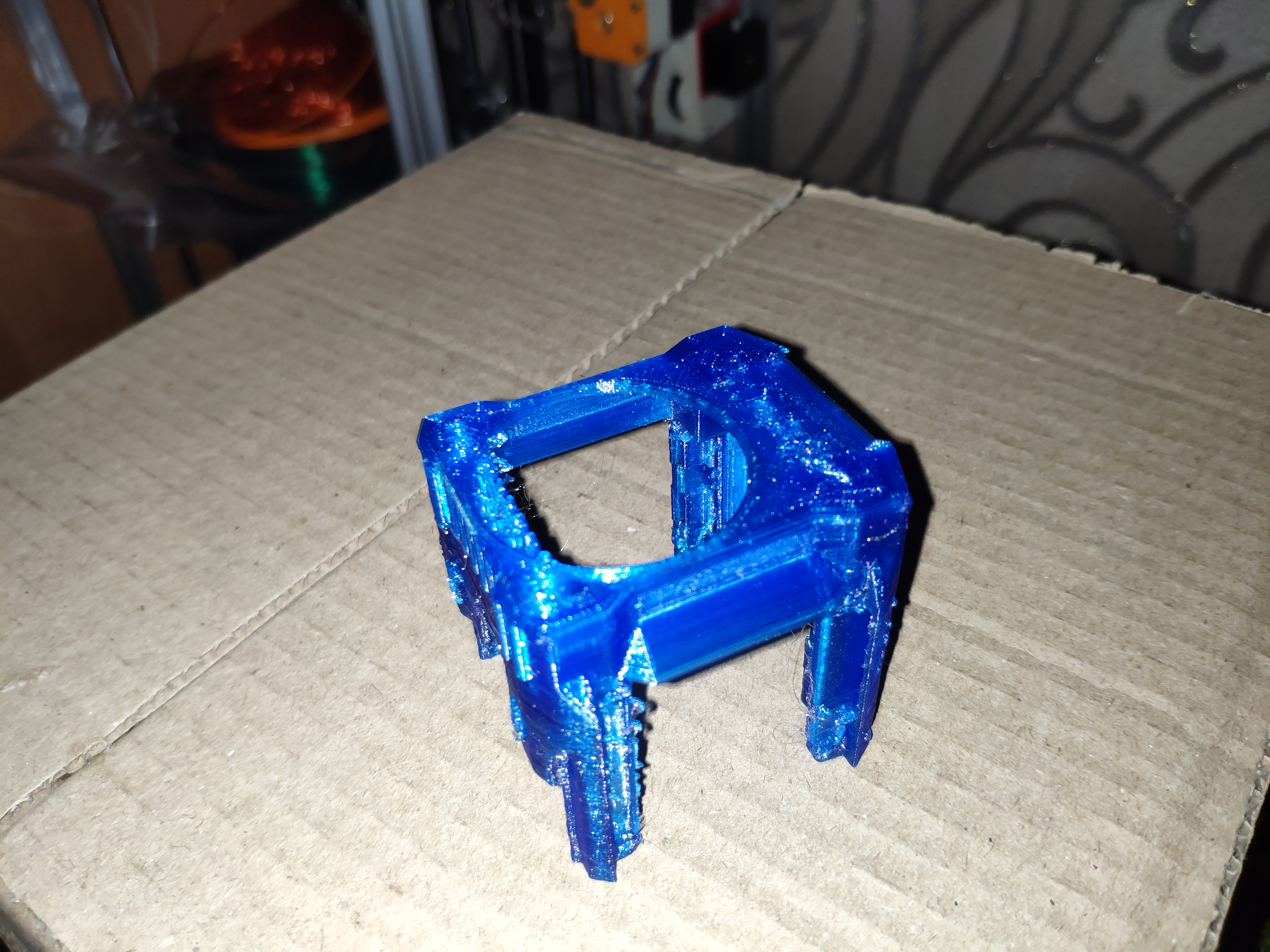
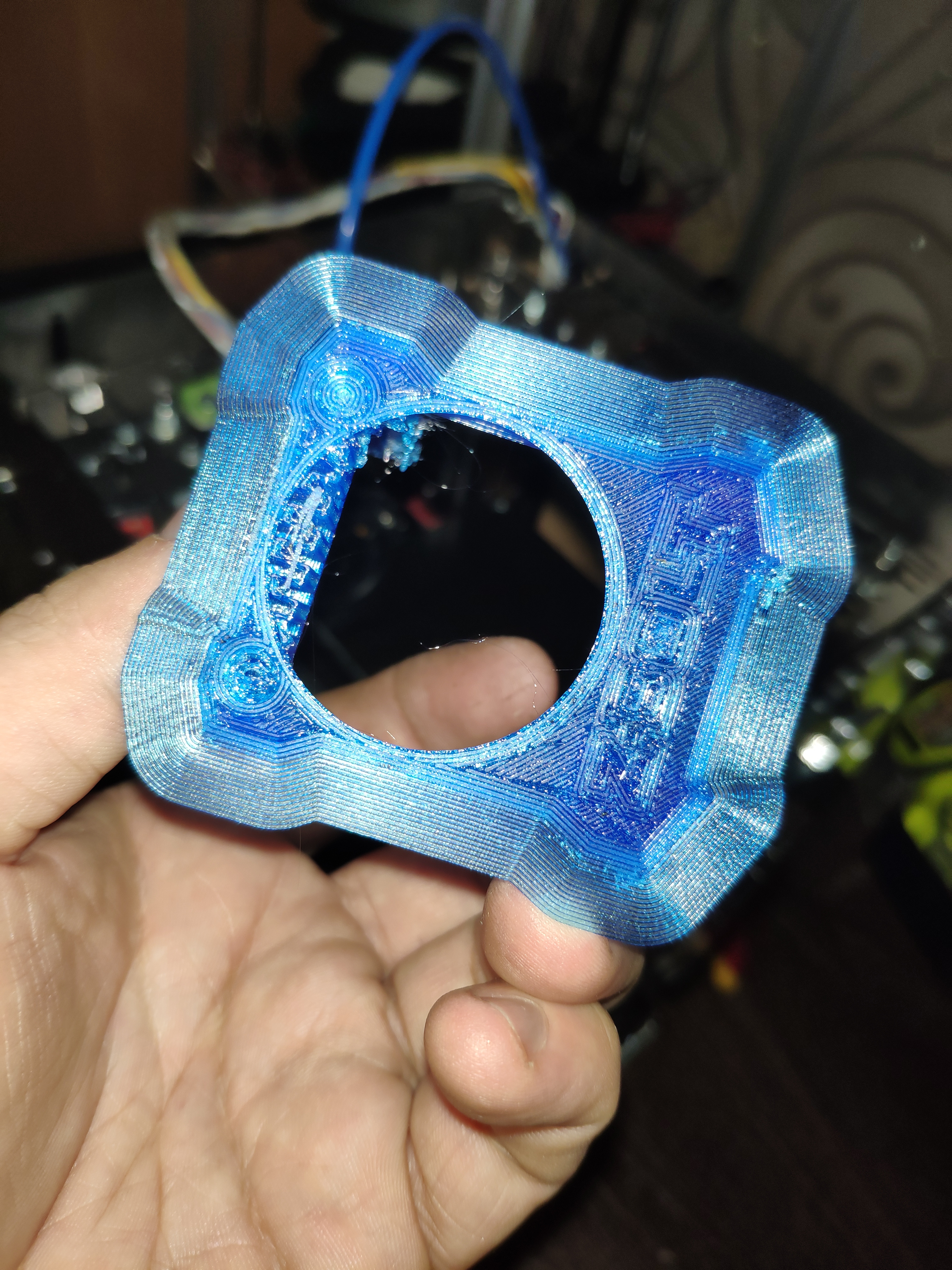
Это был напечатан обдув для Z-bolt, «голову» от которого с незначительными модификациями я использовал в проекте.
Действующий обдув из Total CF-5 при сборке был подломлен (сломалась 1 ножка) и склеен цианакрилатом, который разваливается при нагреве.
Параметры печати:
— хотэнд E3D v6, медный нагревательный «кубик», цельностальной полированный термобарьер и стальное сопло 0.35 мм, нагреватель — стандартный 40 Вт;
— температура экструзии — 305 С;
— температура стола — 140 С;
— скорость печати — 60 мм/с;
— заполнение — 3 периметра шириной 0.4 мм, высота «дна» 120 мм, т.е. 100% заполнение;
— адгезив — подуставшая Ultrabase + 3D лак для печати.
И так — для чего же был «сколхожен» этот малыш?
Малыш в том виде как есть позволяет (и позволит далее после дооснащения стационарным колпаком термокамеры) печатать высокоусадочными пластиками (нейлон, поликарбонат и их сплавы) с температурой экструзии до 340 С. Без дополнительных ухищрений и плясок с бубном.
К сожалению — проверить с бОльшей температурой пока без возможности.
Моя Lerdge-S оказалась с нераспаянной микросхемой, позволяющей подключать K-термопару, и технологический лимит был выбран высокотемпературным термистором с максимальной измеряемой температурой 350 С.
Что планируется сделать с этим «малышом» еще:
— замена проводов стола на 14AWG в силиконовой изоляции (на действующих из-за близости к столу «поплыла»-потекла полиэтиленовая спиральная оплетка);
— установка пружинного натяжителя ремня XY;
— спроектировать и распечатать петли для дверцы (на фото она была просто вставлена в вырез лицевой панели);
— установить донце подвала и вентиляторы 60х60 (заказаны, идут);
— сделать хоть какую-то подсветку рабочей области.
Этот проект закрыт и занимает законное место в списке собственных достижений. Всем спасибо!
P.S.: Не пугайтесь! Закрыт только этот концепт.
Для желающих его повторить доступен базовый набор деталей (стенки, крышка поддона, плиты верхнего портала, балка X, подстолье под MK3b 214×214 и кронштейны).
Для единичных заказов цена без покраски, стоимости упаковки и доставки 6300 р.
В случае, если наберется 10 желающих, стоимость в партии в аналогичной комплектности и на тех же условиях будет по 5500 р.
При сборке потребуются некоторые слесарные навыки и некоторый набор инструмента.
P.P.S.: Продолжение темы будет! Концепт переосмыслен с бессистемного копирования чужих общеприменимых конструкций в сторону повышения технологичности производства, увеличения ресурса компонентов, повышения удобства обслуживания и сборки и вскоре будет опубликован в виде Tough-Steel v.1.3





