





 от ГК Росатом")













‘).appendTo(this.inner).click(function () { $(document).toggleFullScreen(); $.fancybox.toggle(); $(‘.fullscreen’).hide(); }); }, afterClose: function () { $(document).fullScreen(false); $(‘.fullscreen’).show(); }, scrolling: ‘yes’, helpers: { title: { type: ‘over’ }, overlay: {locked: false} } }); });
С печатью отдельных деталей особых проблем не возникло.
Крупные детали были разделены на части, чтобы уменьшить непрерывное время печати.

Мелочевка.

Эта деталь напечатана в три части.
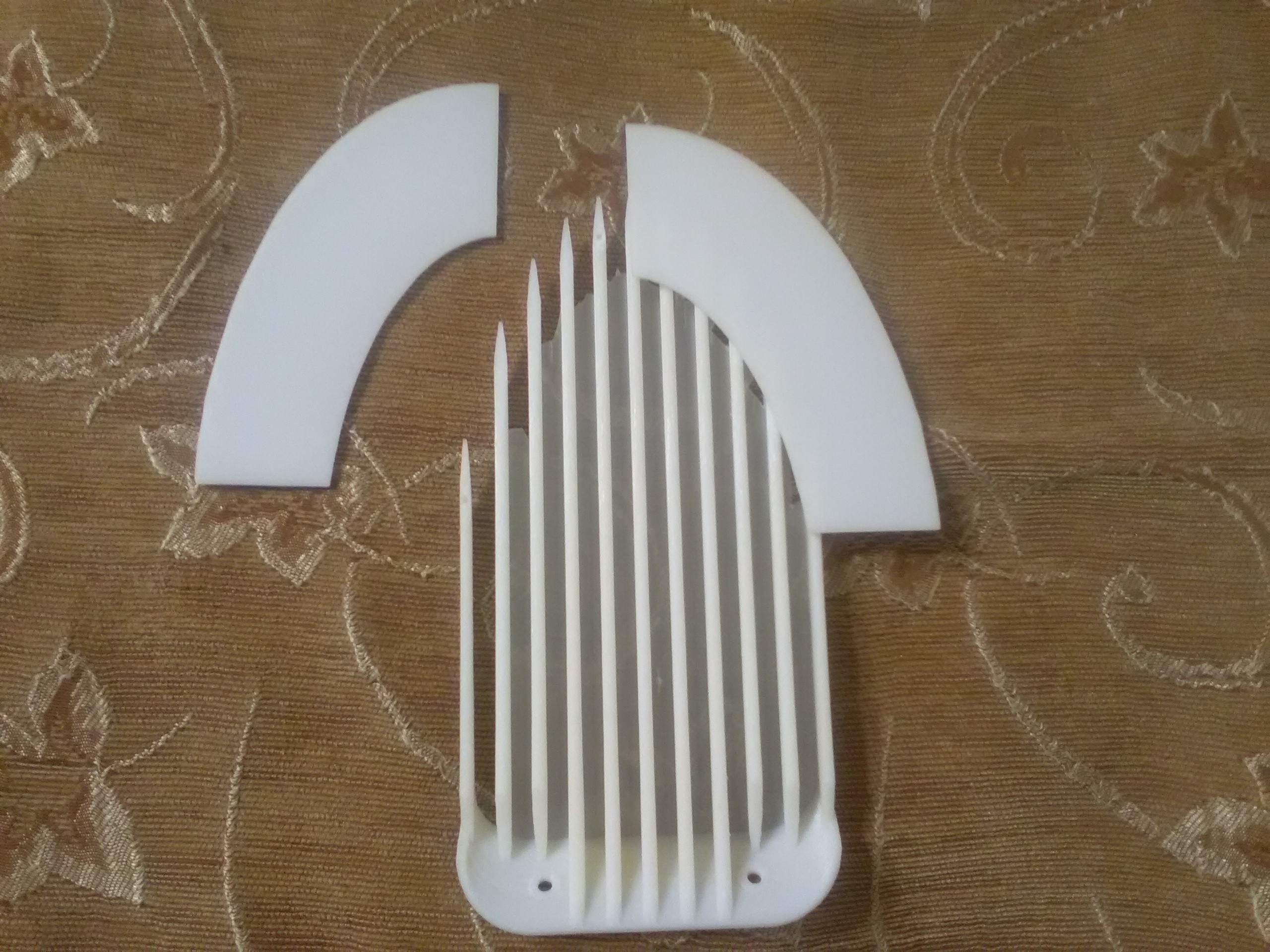
Довольно неплохие вышли шаровые шарнирчики.


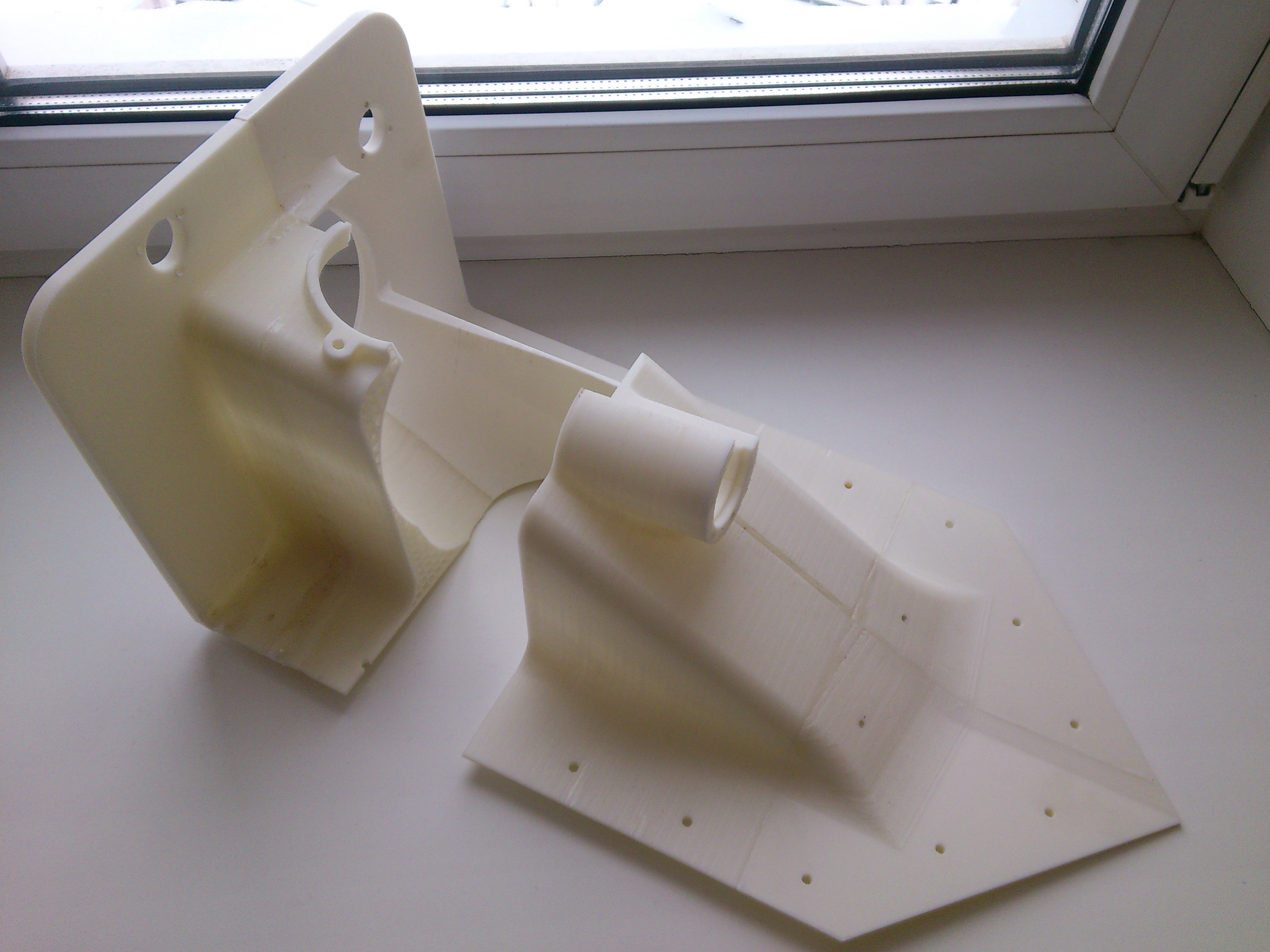
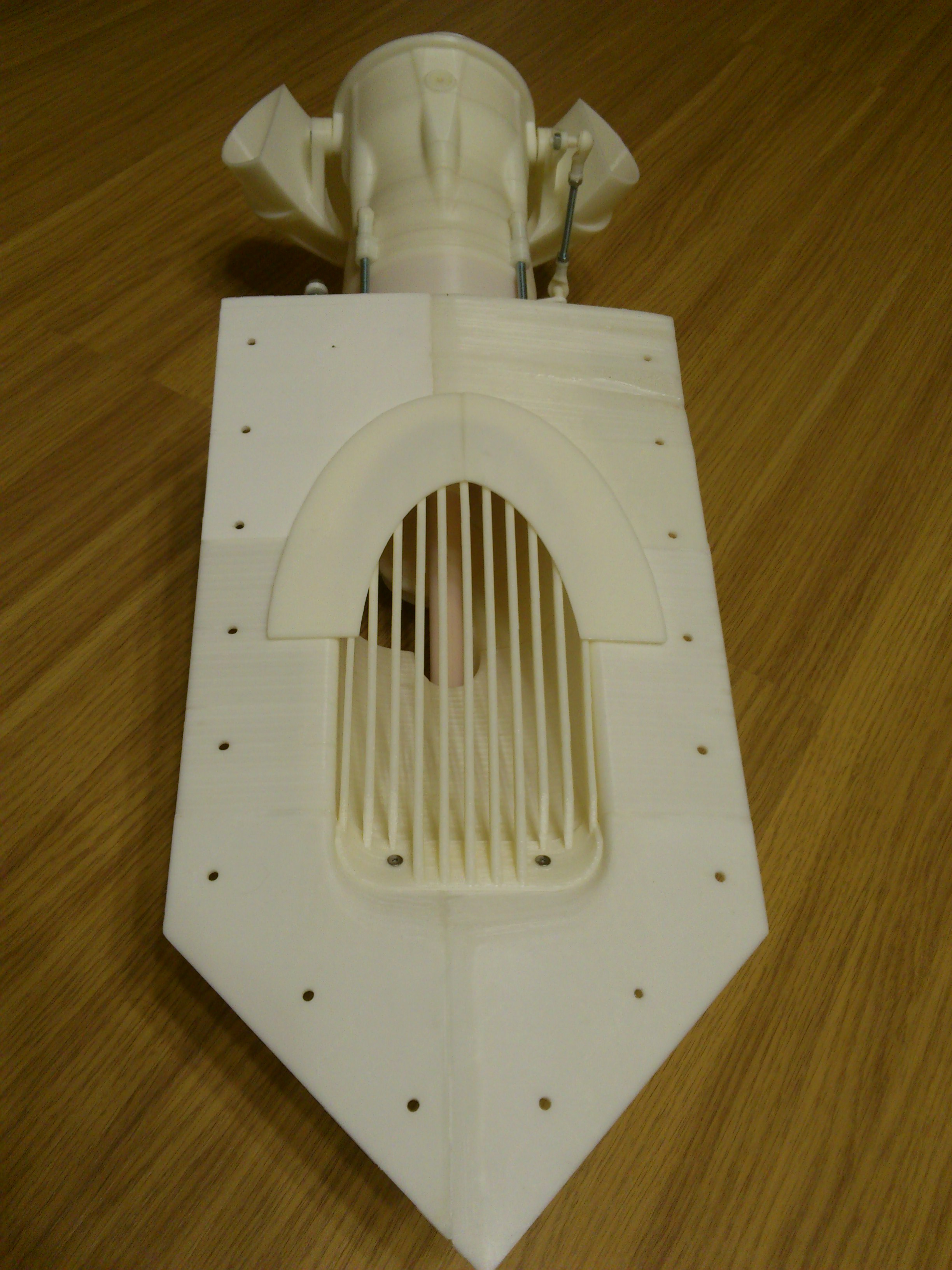
Как печатать ковш реверса пришлось поломать голову.
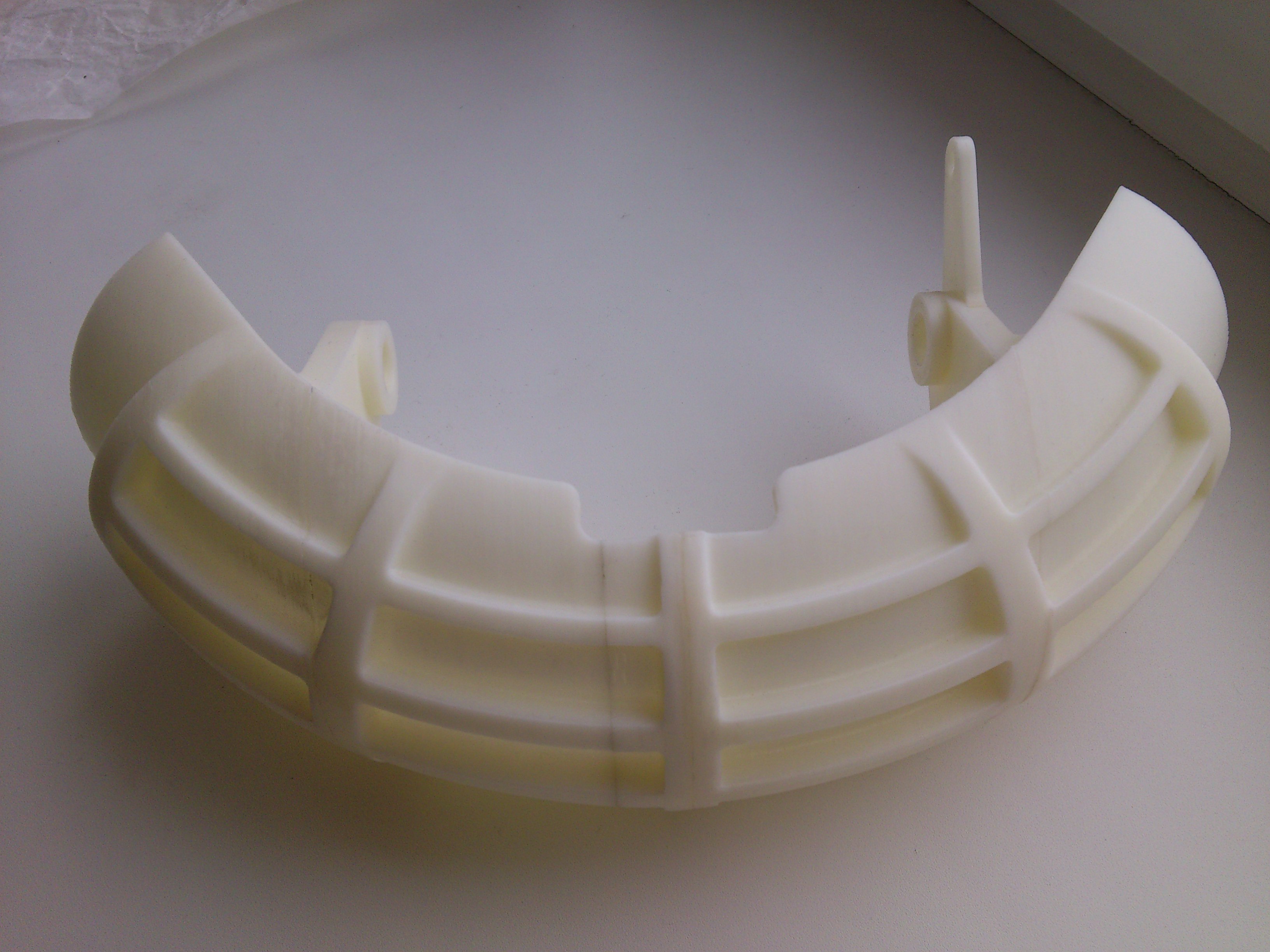
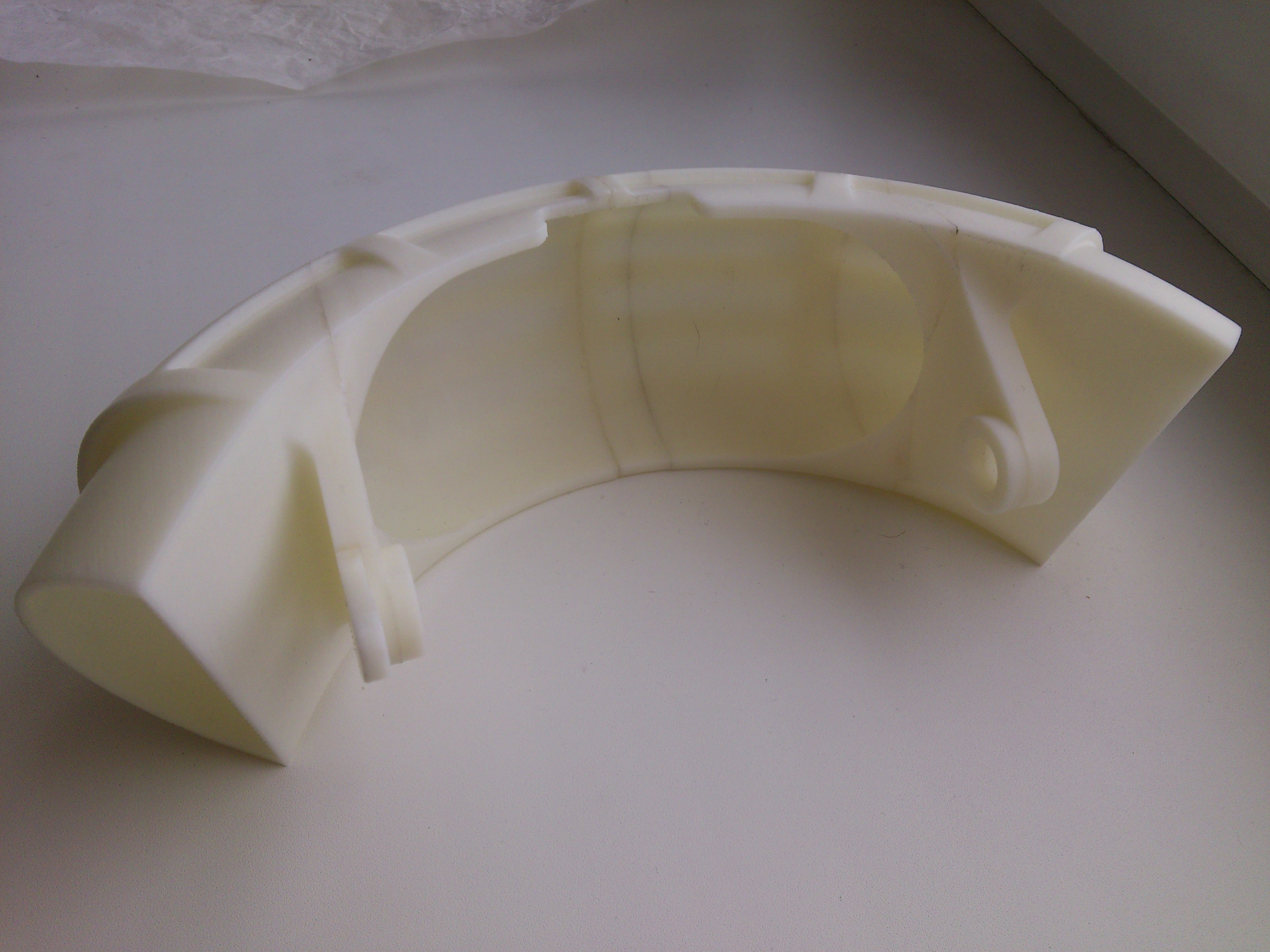
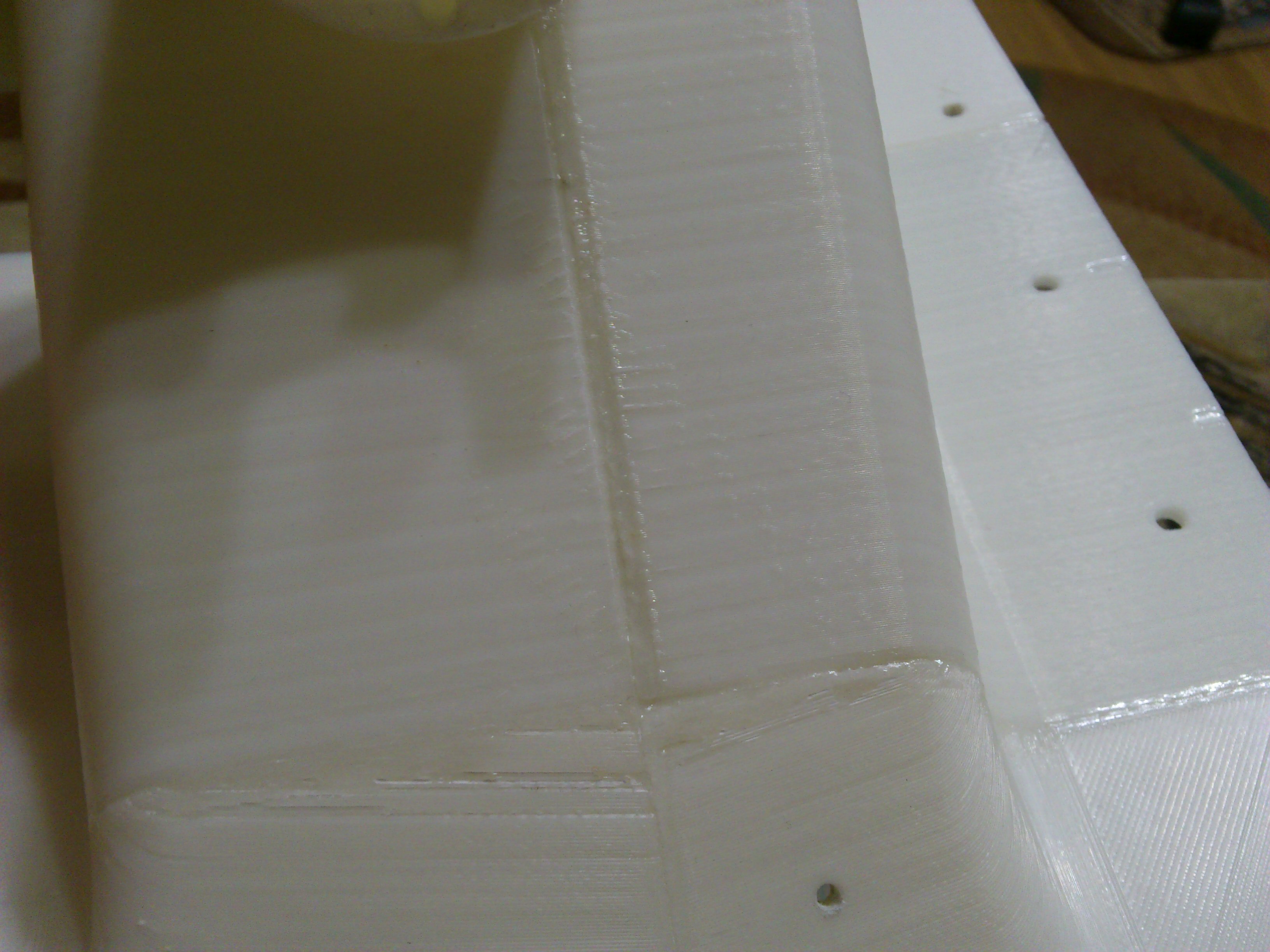
К сожалению, не удалось замаскировать стыки. Это же видно и на следующей детали.

Ацетон и наждачка немного подправили результат, однако грязь и некачественная бумага оставляют неприятные следы, что сильно портит общую картину.
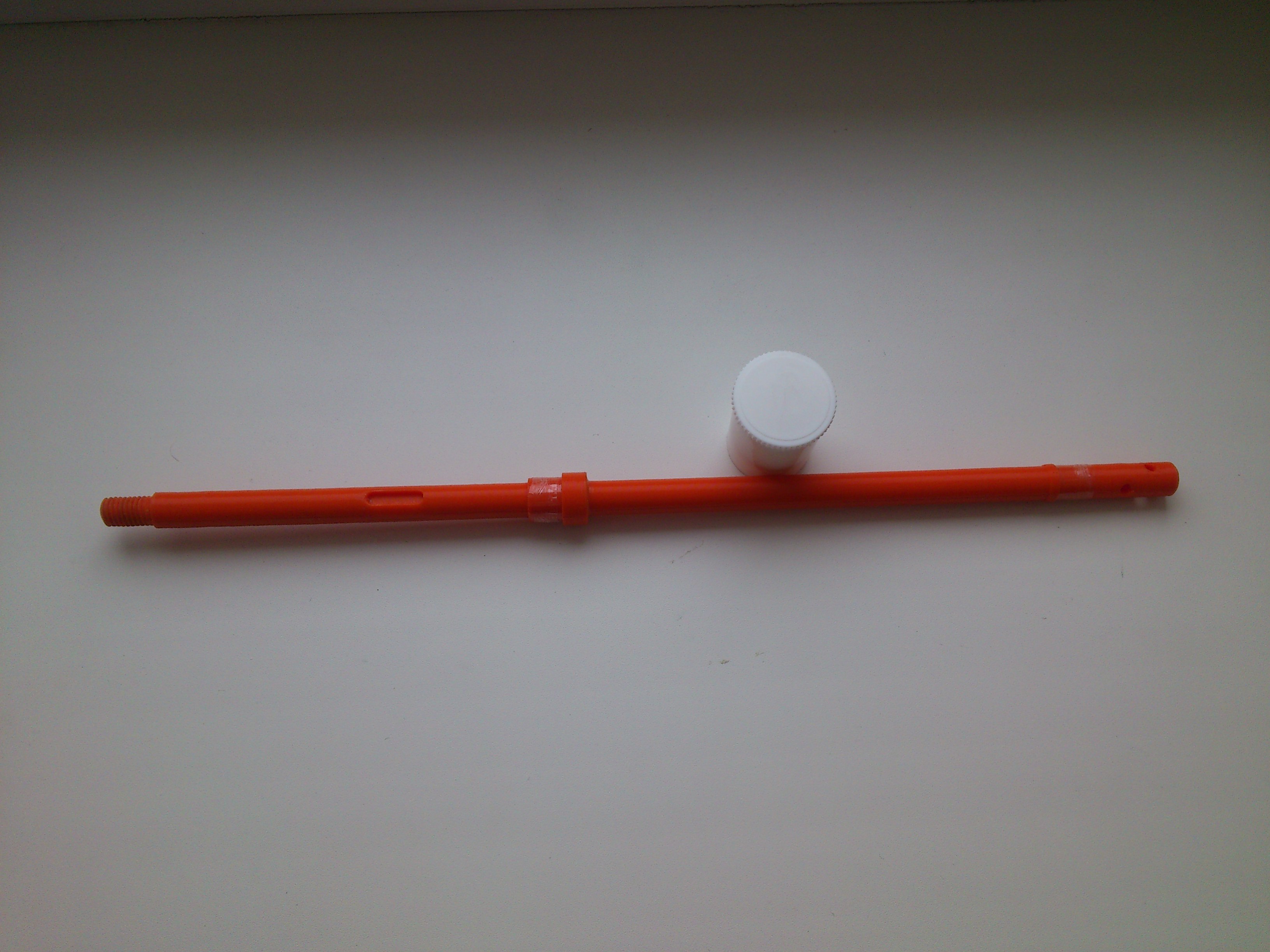
Вал для жесткости армирован металлической шпилькой.

Еще немного мелочевки.

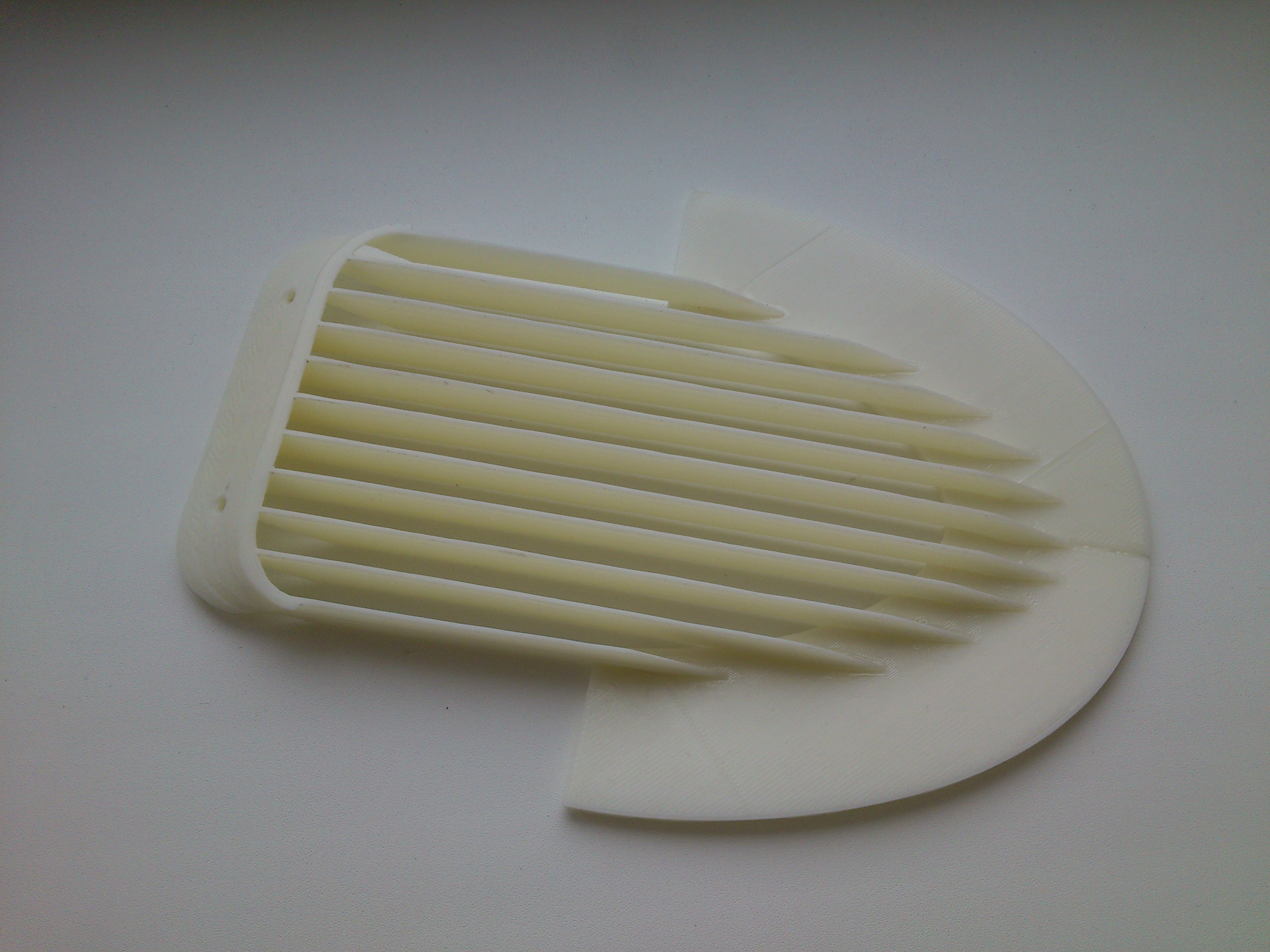
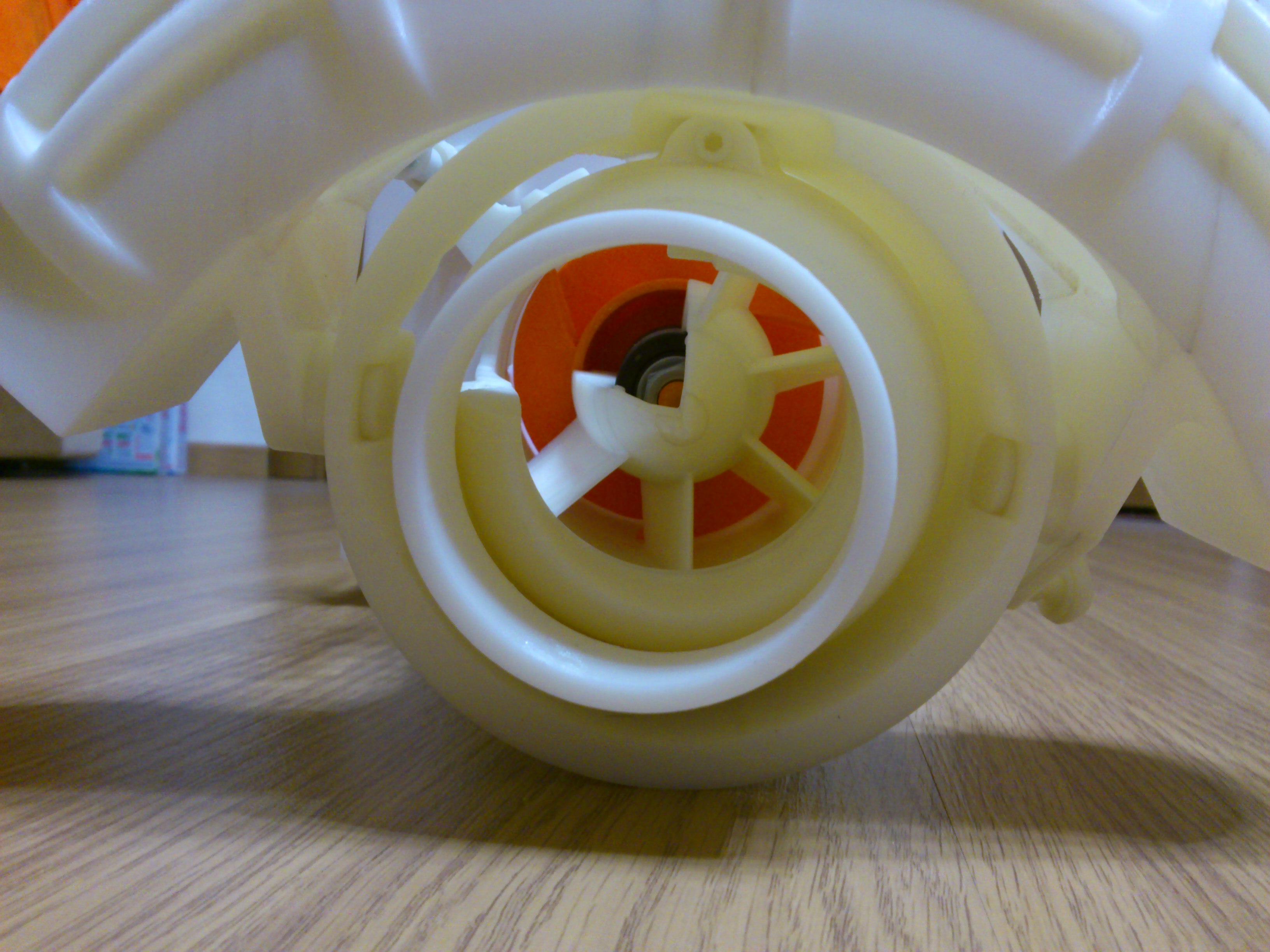
Сам импеллер.

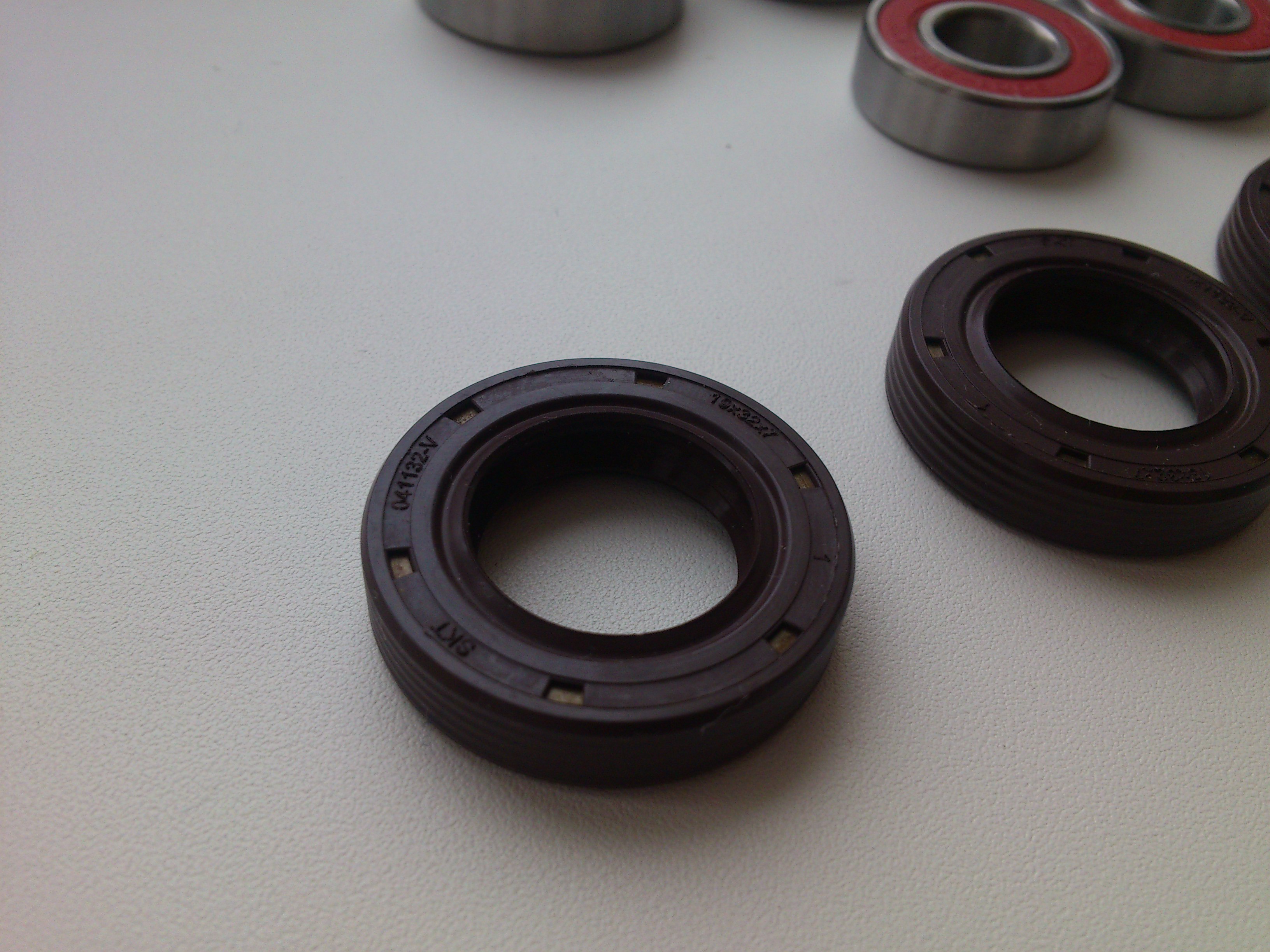
Ну и куда же без них.

В общем после сборки и подгонки основная тушка (а если точнее, то насос) выглядела примерно вот так.
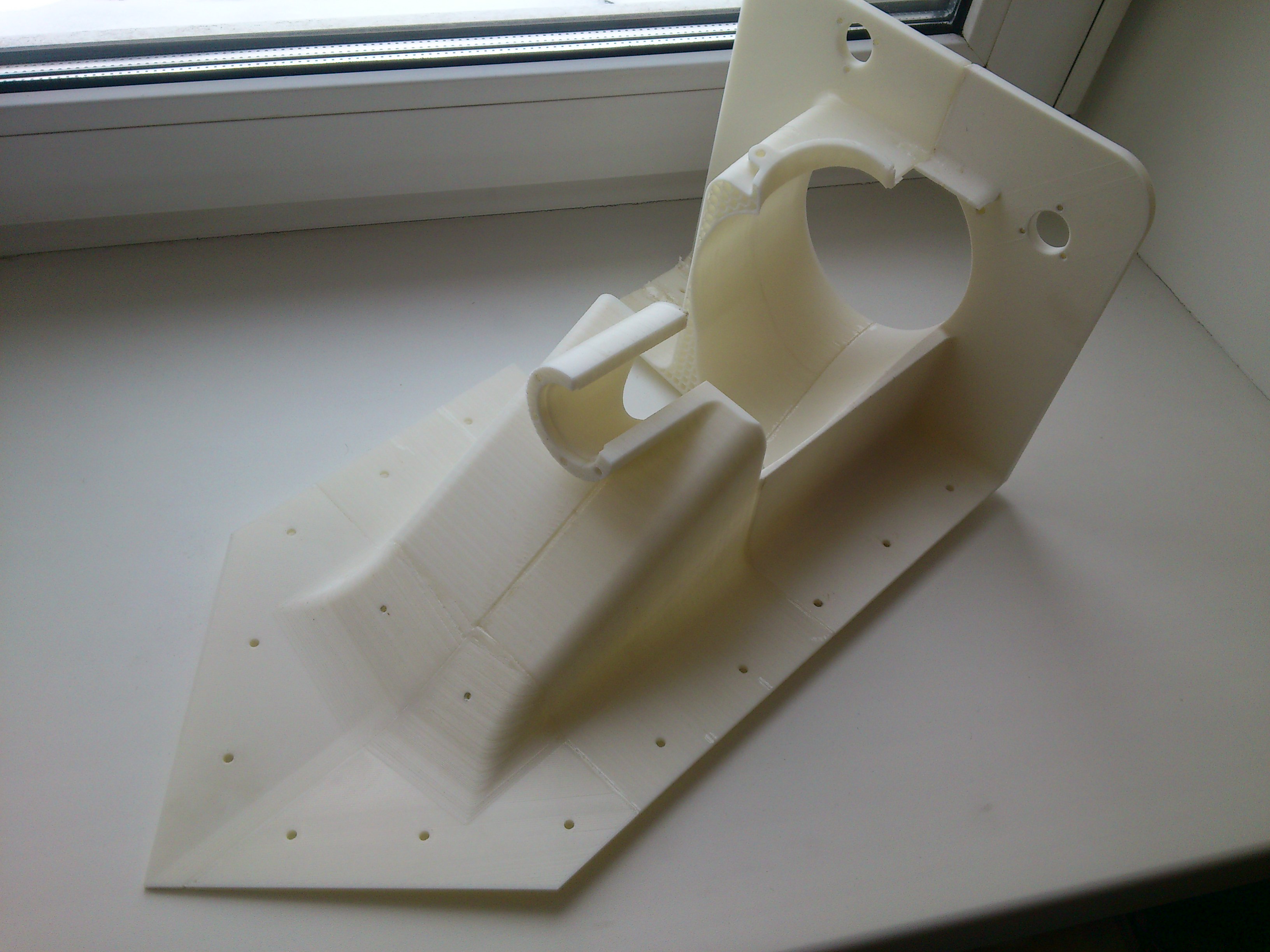
Тем временем, этому водомету нашлось применение, поэтому со сроком его изготовления необходимо было поторапливаться. Поэтому самая крупная, трудоемкая, и, возможно, самая сложная деталь (именуемая водоводом) была отдана на печать другому человеку. Сборка лежала на мне.
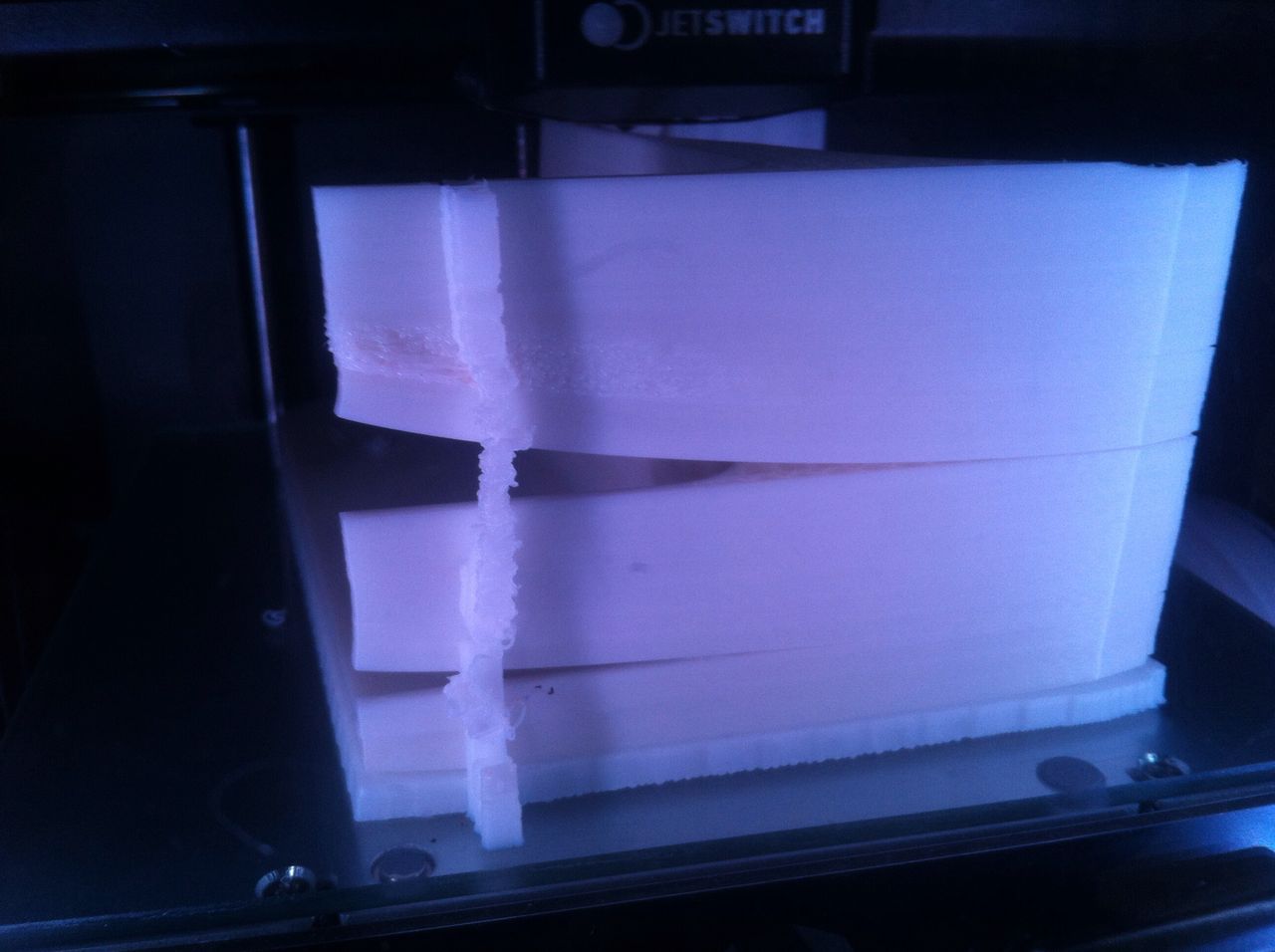
Стоит сказать, что составные ее части печатались тяжело — ABS пластик дал о себе знать. Тут и отлипшие от стола детали, и трещины в них. Справедливости ради скажу, что и деталь не совсем удобна для печати — есть тонкие элементы, которые давали трещины по слоям из-за термических напряжений, даже закрытая камера не помогла.
Ну а мне оставалось собирать то, что есть. Еще и одна деталь напечатана из пластика, немного отличающегося по цвету от всего остального. Фотографий отдельных частей мало, в основном только процесс сборки.
Как видно, одну полученную часть я вовсе не использовал, решив ее перепечатать самостоятельно (здесь ее как раз не хватает).
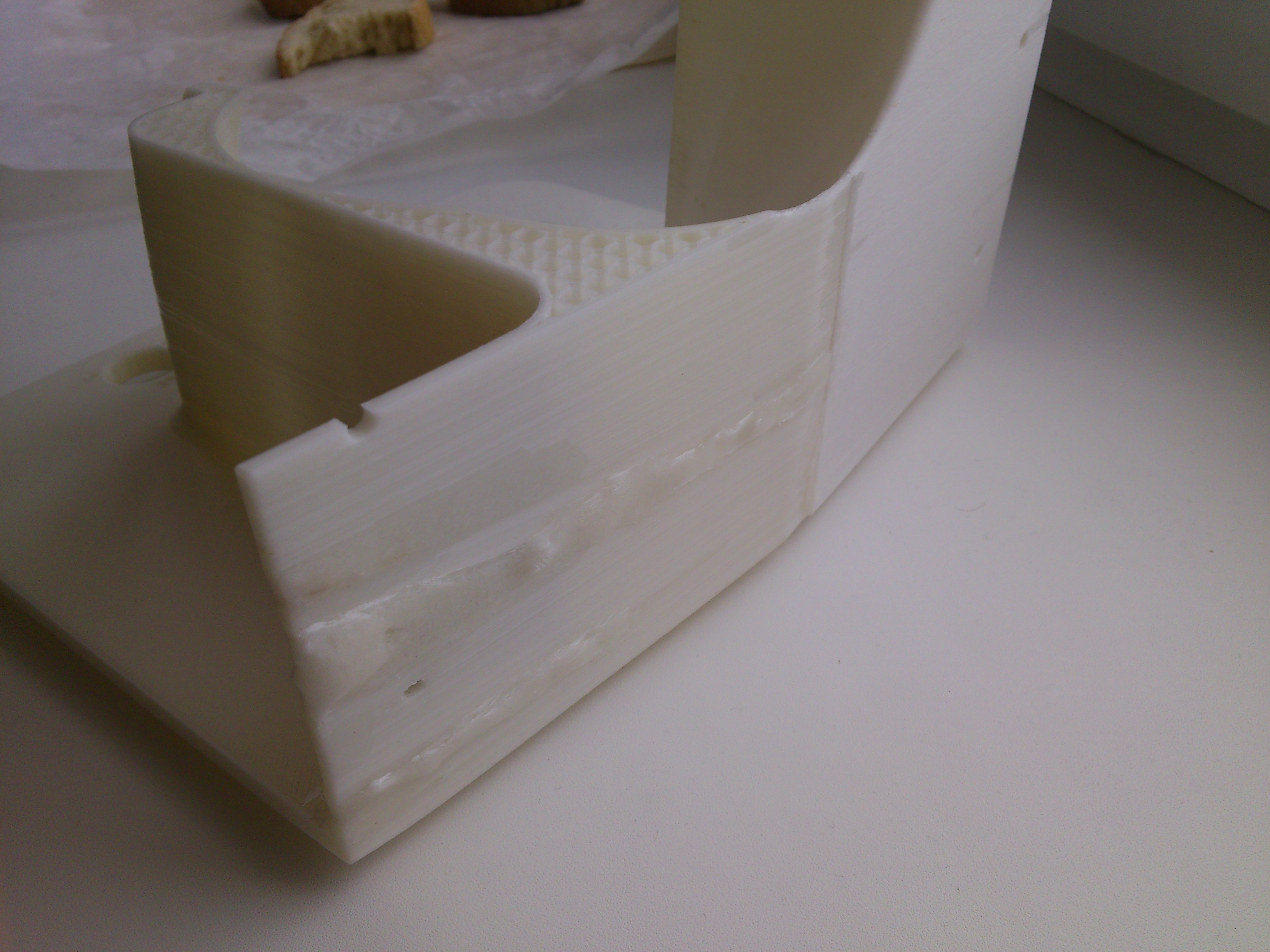
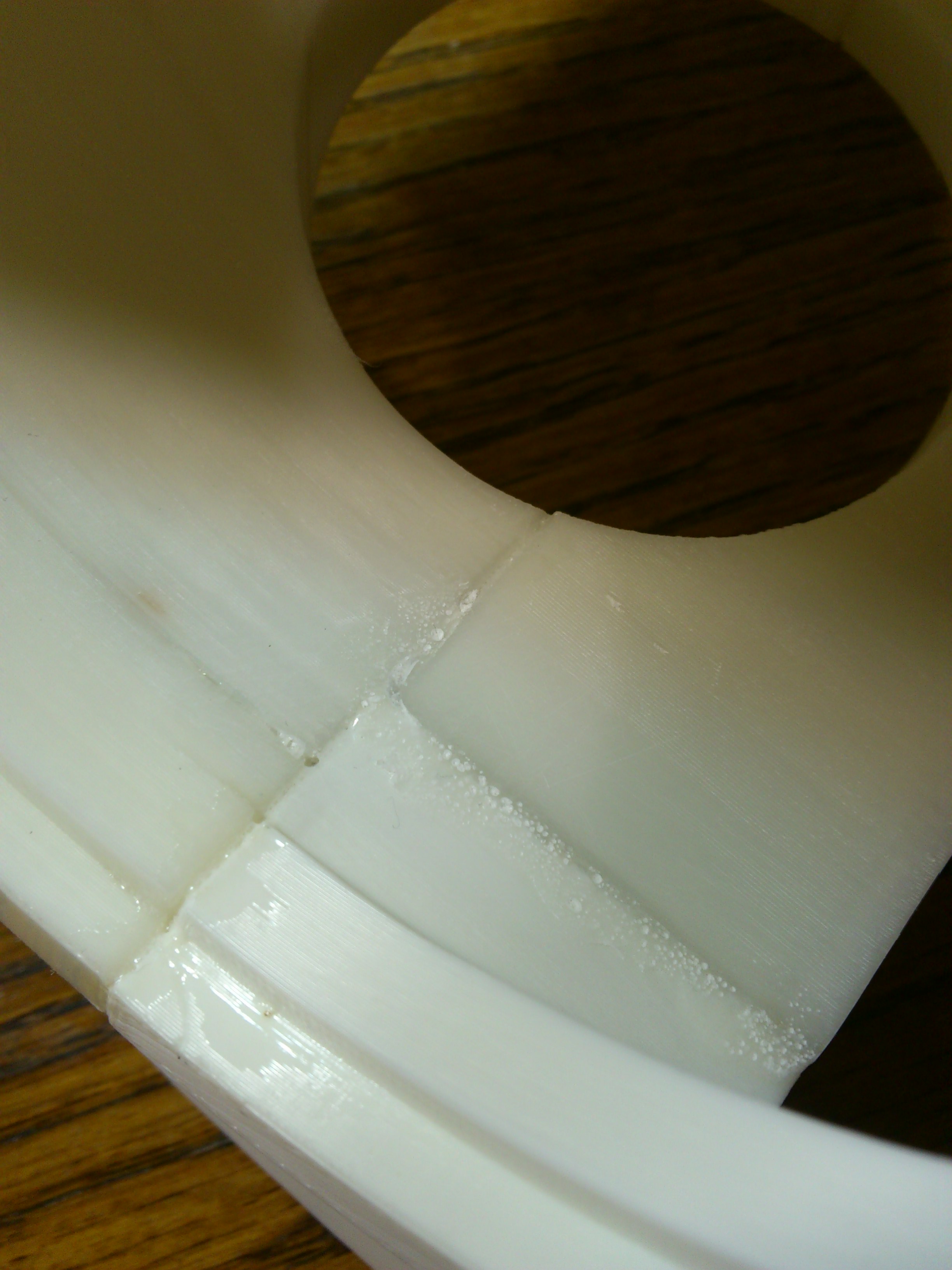
Как-то так выглядят швы после склейки и обработки наждачной бумагой.

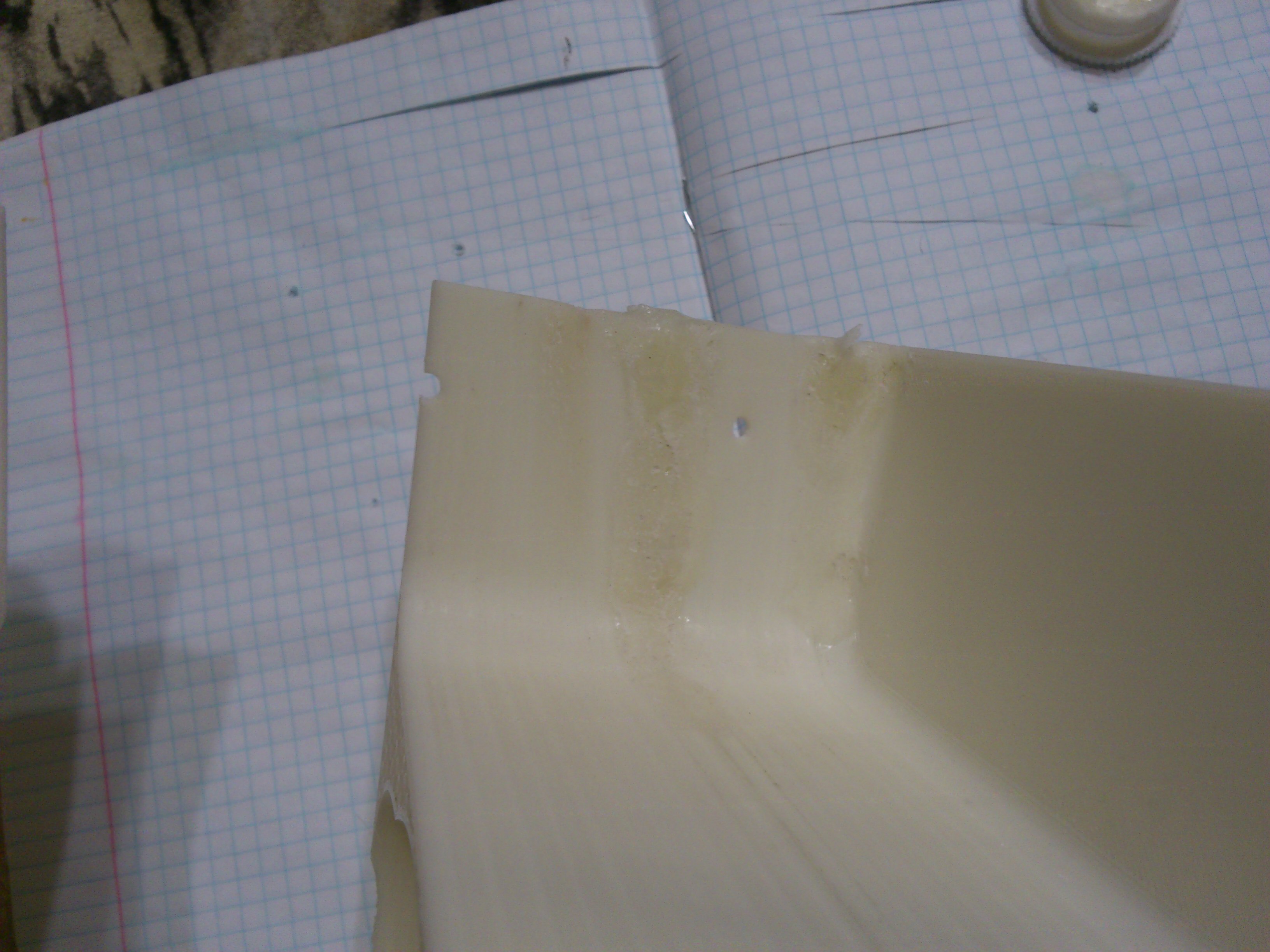
Основная проблема была в частично отлипших от стола деталей водовода и, как следствие, огромных зазорах между ними после сборки. Опыта в их заделке (в таких масштабах имеется ввиду) у меня не было, поэтому тут же и присутствуют эксперименты.


В щели была набита каша из расплавленного в ацетоне этого же пластика.

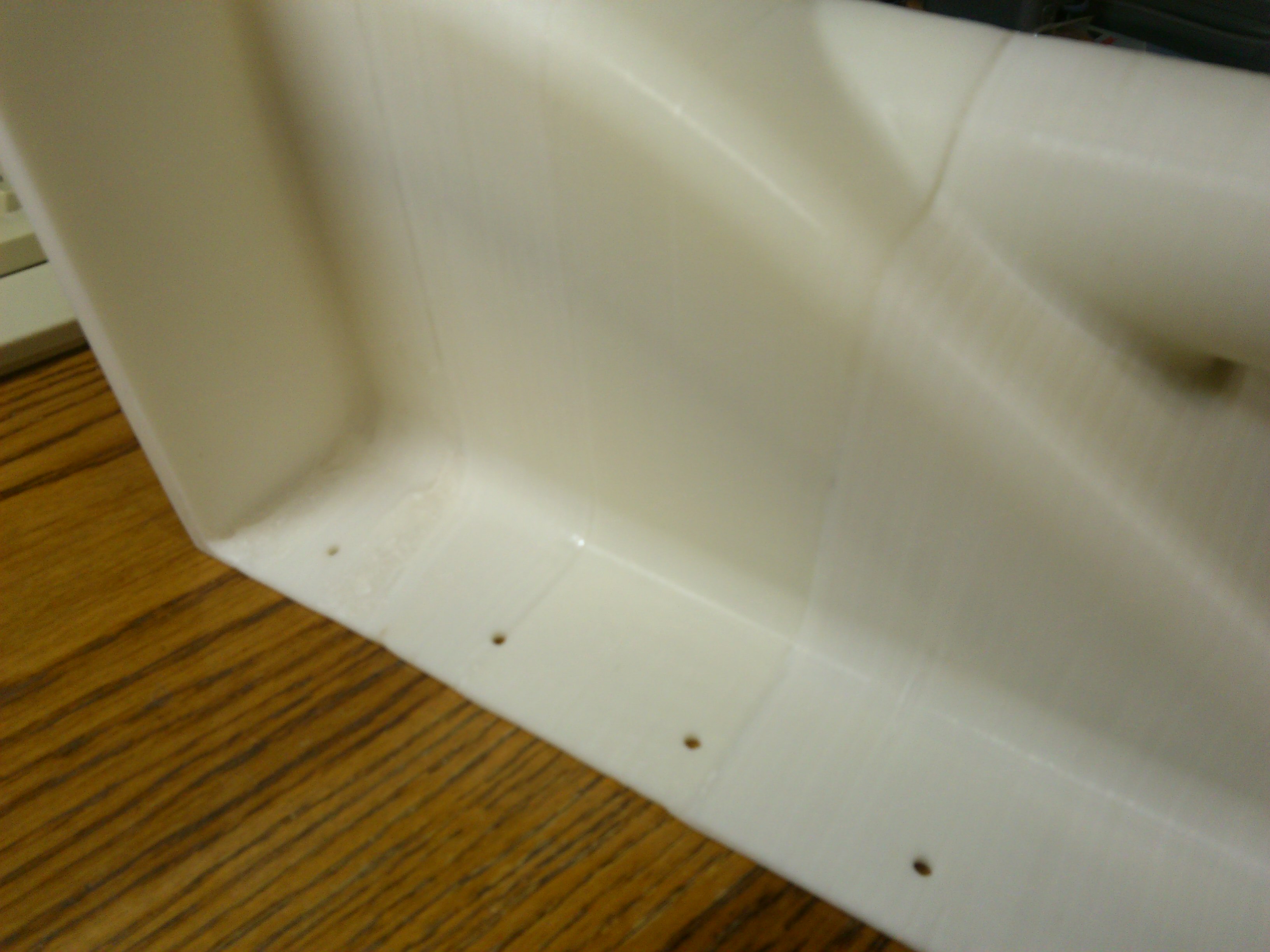
Далее пошел процесс удаления лишнего. Сразу же проявилась основная проблема заделки пустот таким методом — пузырение каши в процессе затвердевания.


Но делать было нечего, пришлось оставить так со словами «ну хоть как-то».
Далее предстояло распечатать недостающий кусок. Встал неплохо, но не идеально, так что небольшие ступеньки все же были.
Примерка на свое место.

И склейка.

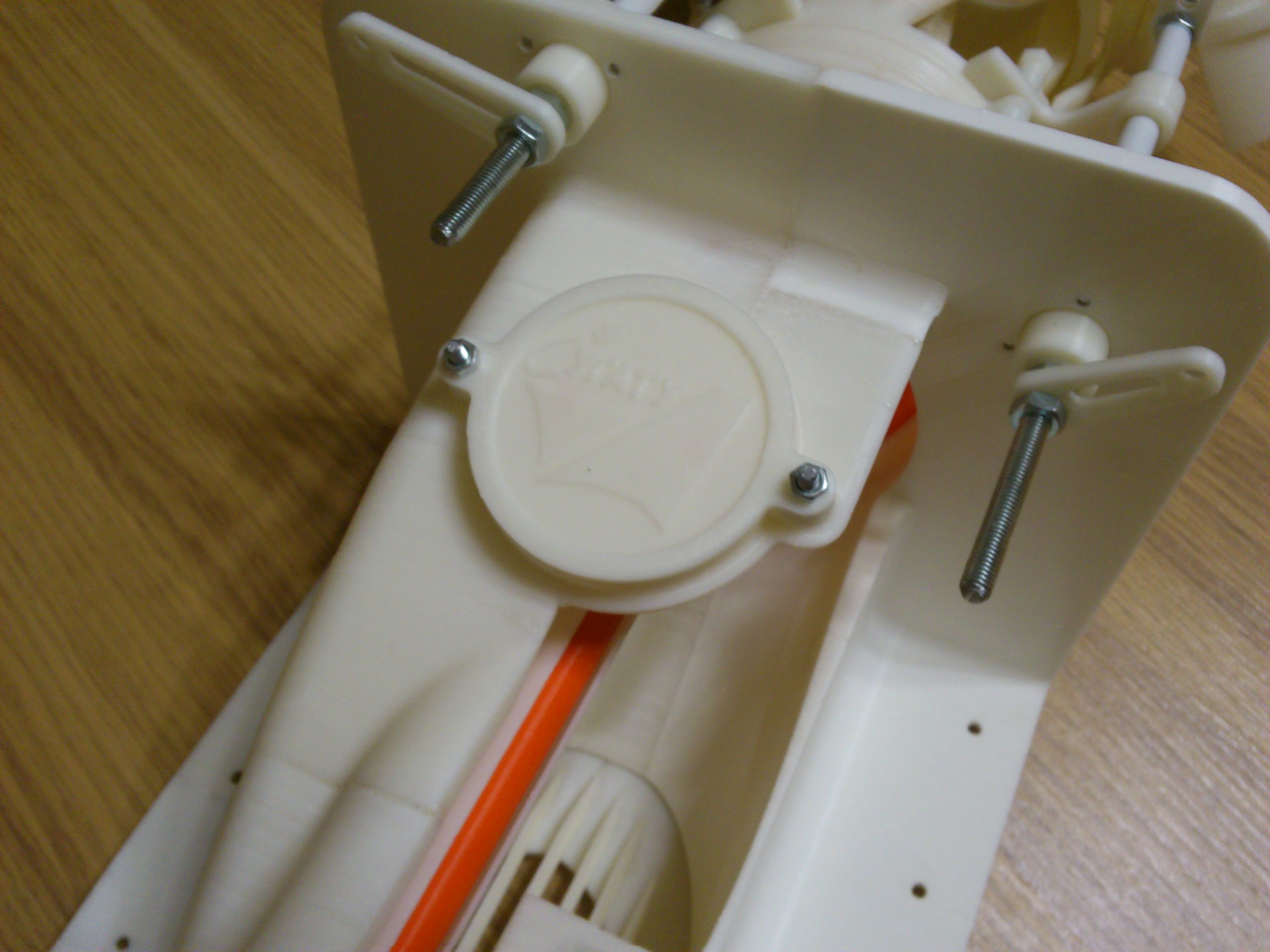
Так же отсутствовала часть фланца смотрового люка.

Недостающий элемент был тут же распечатан.

Вклеен по той же технологии.

И зашкурен.

Проблемы с пузырением конечно же никуда не делись.

Вот что получилось.


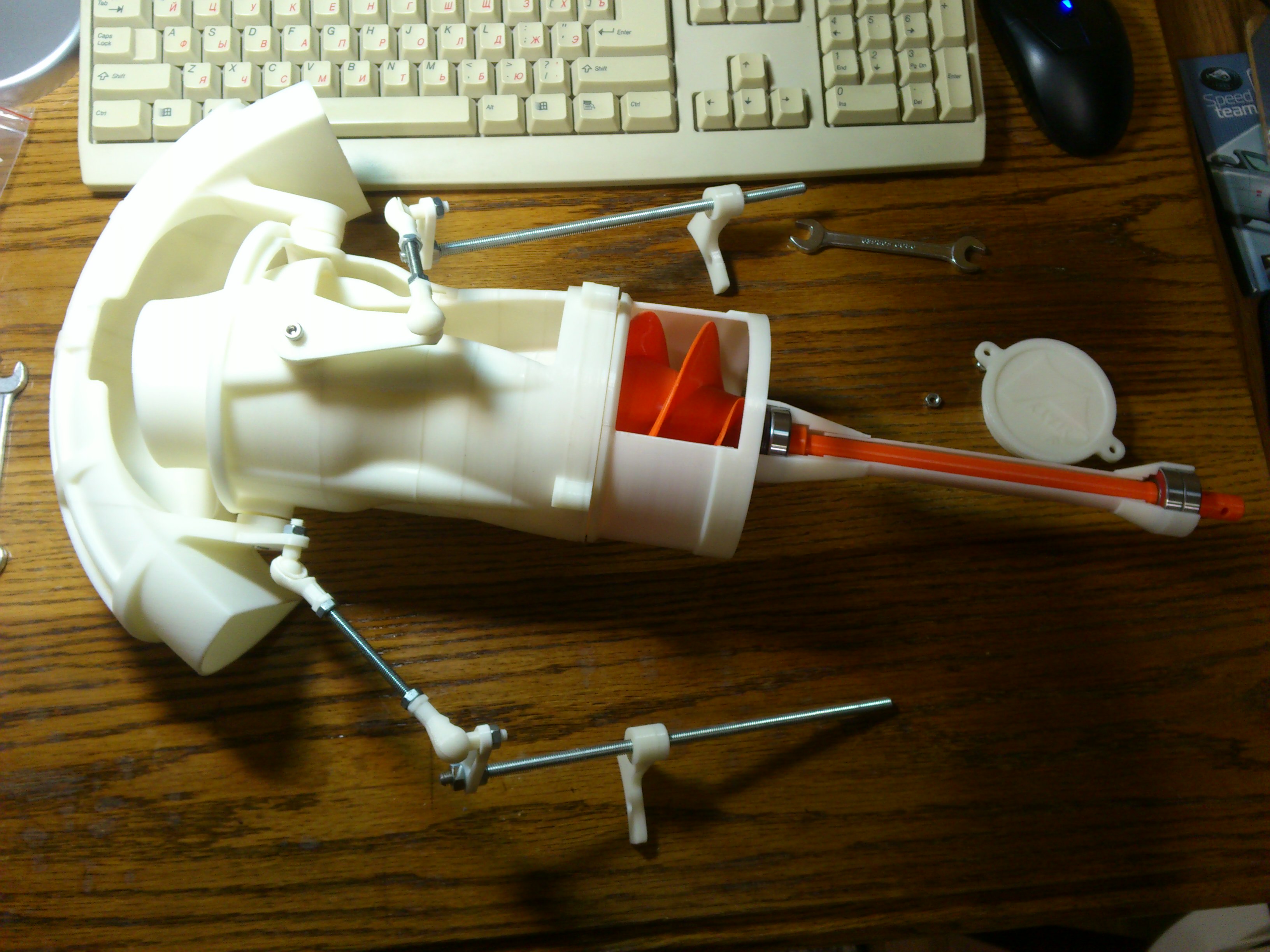
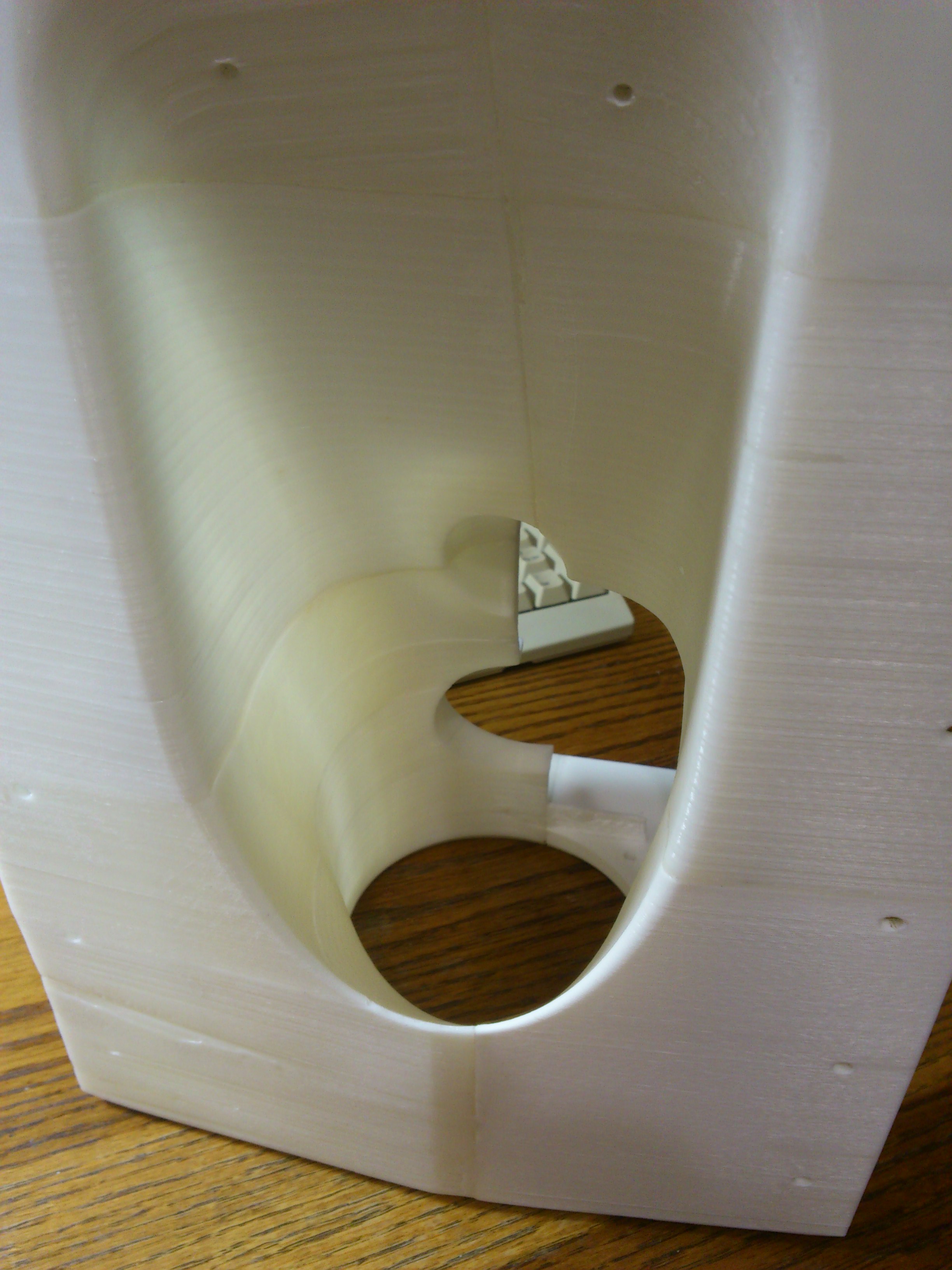
После всего этого настала очередь общей сборки. Конечно же не все прошло гладко. Пришлось перепечатать некоторые мелкие детали, чтобы подшипники в них сидели плотнее, а втулки под манжетами наоборот — не так плотно были обжаты и давали спокойно от руки прокручивать ротор. Но все удалось подогнать и в итоге получился вот такой макет водомета. Как видите, для демонстрационных целей присутствуют четвертные вырезы в отдельных деталях.
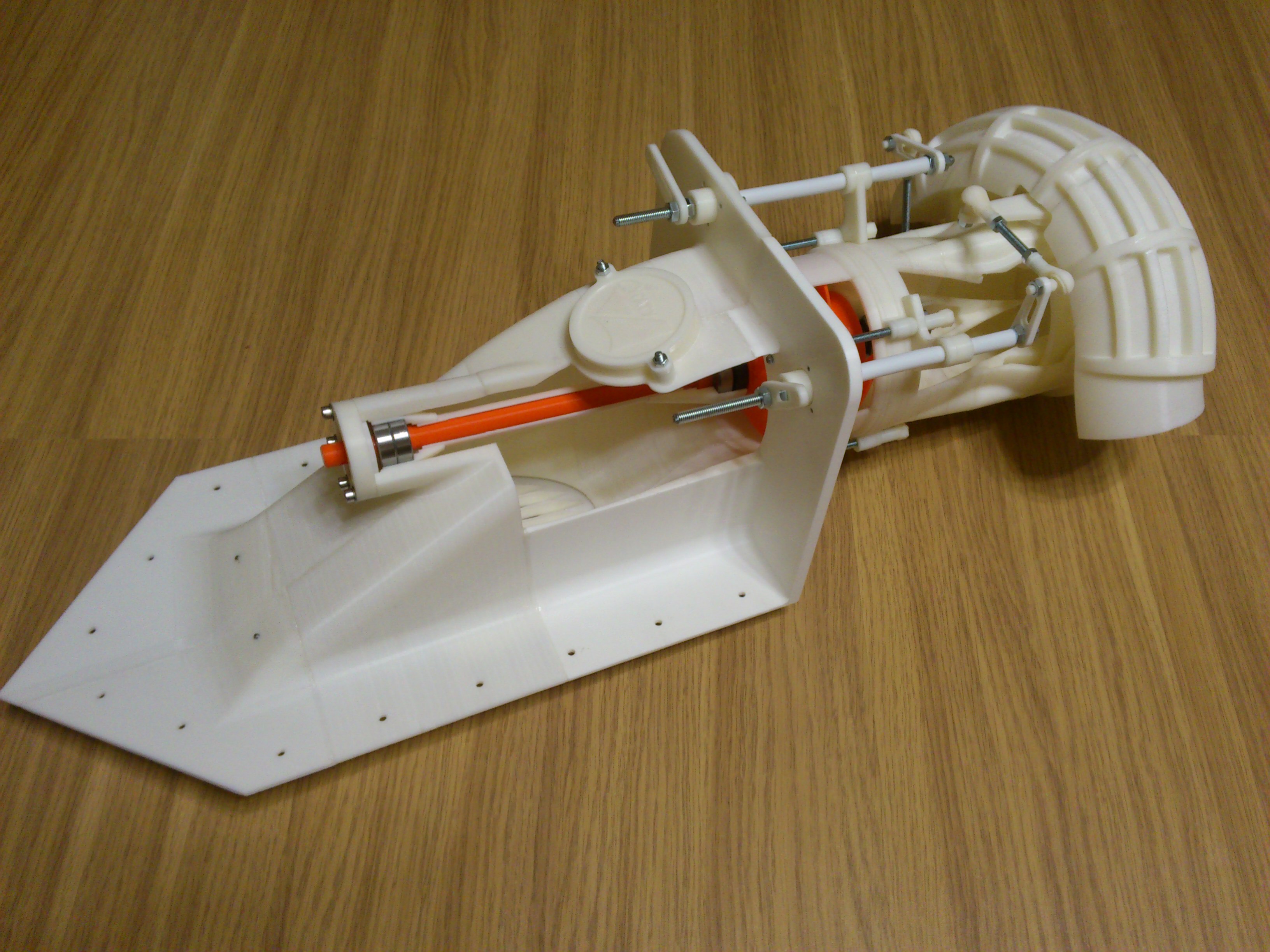


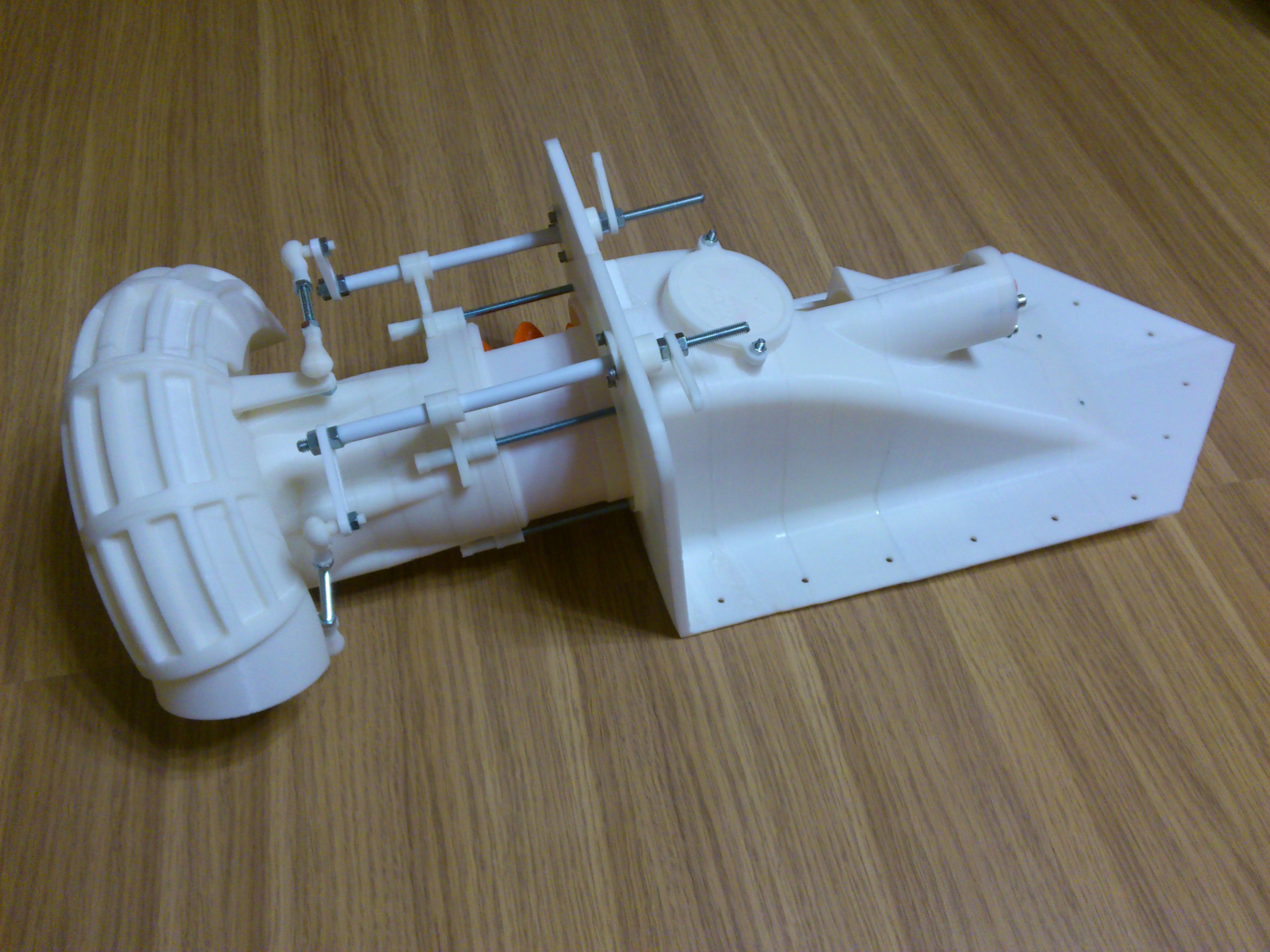


Реверс поднимается и опускается, сопло поворачивается вправо-влево путем поворота соответствующих тяг.
В сумме вышло 93 часа печати. Основная масса деталей была напечатана соплом 0,5, так же использовались 0,3 и 0,4 мм. Весь пластик — ABS.
В целом, результатом я доволен, однако для хорошей постобработки, исправления косяков, склейки и маскировки швов не хватило времени и навыков. Касательно некоторых процессов, таких как зашкуривание швов и зазоров, вообще казалось, что делать это можно до бесконечности. Ну ничего, получен в итоге бесценный опыт. Спасибо за внимание.





