





 от ГК Росатом")













‘).appendTo(this.inner).click(function () { $(document).toggleFullScreen(); $.fancybox.toggle(); $(‘.fullscreen’).hide(); }); }, afterClose: function () { $(document).fullScreen(false); $(‘.fullscreen’).show(); }, scrolling: ‘yes’, helpers: { title: { type: ‘over’ }, overlay: {locked: false} } }); });
Стенку можно напечатать разными способами (пример из Simplify3d, толщина стенки 1 мм, сопло 0,25мм):
1) при 100% заполнении периметрами

2) при заполнении 1-100% (показано без верхних слоев) и 1 внешнем и внутреннем периметре
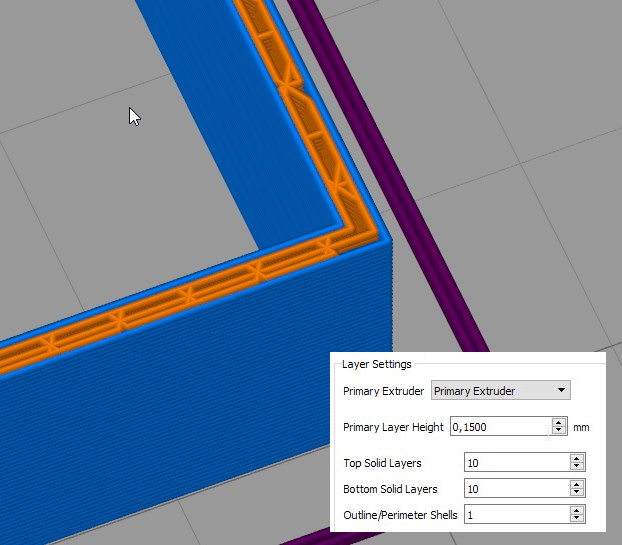
Но самой прочной получается вот такая печать, но, естественно, возрастает время печати.

То есть делаем так, чтобы сумма высот Top solid и Bottom solid layers превышала высоту модели и
устанавливаем минимальную толщину периметров, чтобы между ними оказалась вот такая зигзагообразная
«начинка» со сменой направлений печати по всей высоте модели.
В принципе, 100% заполнение, но сцепление слоев гораздо лучше и модель получается прочнее.
Применимо не только для стенок, но и для более «толстых» моделей. Минус — время печати и расход пластика.
Может, кому-то и пригодится.





