




 от ГК Росатом")














‘).appendTo(this.inner).click(function () { $(document).toggleFullScreen(); $.fancybox.toggle(); $(‘.fullscreen’).hide(); }); }, afterClose: function () { $(document).fullScreen(false); $(‘.fullscreen’).show(); }, scrolling: ‘yes’, helpers: { title: { type: ‘over’ }, overlay: {locked: false} } }); });
У автора возникли проблема с межслойной адгезией и вероятнее всего это было из-за специальных присадок в леску от спекания. Спекание лески для триммера травы — неприятность, так что с этим борются.
Однако, с тех пор завод сделал предложение для 3Д печатников, а именно 2+ кг нейлона без присадок за 2500 руб.
Ссылку на завод ищите в яндексе, мне модератор запретил ставить здесь.
Я это дело решил заказать и попробовать.
Доставка была почтой Росии:
Всего в пакете около 2200 грамм нейлона.

5 цветов в маленьких мотках. Оборудование то для триммерной лески, все-таки.

Вес мотков от 30 до 65 грамм.
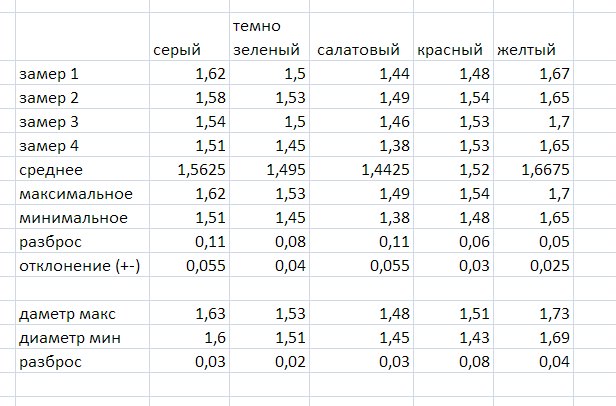
Ну сначала замерим диаметр и равномерность.
Равномерно измеряю в начале, в конца и парочку в середине.
Кроме этого был промерен диаметр для нахождения минимума и максимума, чтобы определить овальность.
Результаты:
Ну и время немного попечатать, чтобы найти температуру и протестировать прочность межслойной адгезии.
Так как лошадка у меня одна рабочая (еще одна в переделке и еще одна в разработке), то придется тестировать на ней, а она — дрыгостол, что не хорошо для нейлона. К тому же у меня лопнуло зеркало и я стараюсь не греть слишком сильно стол ![]()
Печатаю мелкий мелкий кубик: 10х10х5 мм
Два слоя внизу, два периметра толщиной 0.5мм, сопло 0.4.
Получаются стеночки по 1мм, без крышки.
Потом жмакаю узкогубцами и пытаюсь разорвать где нибудь по слоям.
Печатать я решил два: желтый и салатовый, потому что
1) видимо там меньше всего красителя
2) хотелось узнать как экструдер отнесется к диаметру около 1.4мм ( нормально все получилось).
Нагреватель экструдера калиброван термопарой, так что цифры честные до плюс минус пары градусов.
Тестов было несколько, я только итоговый дам. Скорость печати 20-30мм/сек.
Желтый
стол 75, сопло 260.
Углы отрывает жутко даже на этом кубике. Надо чем-то мазать получше, но цели не было чтобы все прилипло.
Разорвать слои невозможно, даже если рвется, то не по слоям.
на 250-255 еще можно было в некоторым местах сделать межлойные дырки, но они дальше не шли. Менее 250 рвется по слоям.
Салатовый
Более прозрачный. Те же настройки в итоге и тот же результат. Разницы нет.
Очень соплив, тянутся везде нити на метры, хрен руками порвешь.. и тянется и тянется ![]()
При печати для меня пхнет какао. Это очень подозрительно. Обычно приятно пахнет какая нибудь жутко ядовитая фигня. Надеюсь жить буду.





