




 от ГК Росатом")














Давно не писал. Отчитываюсь.
Вдоволь наигравшись с боуден-подачей и вкусив всех ее прелестей (повышенный ретракт прутка, накат, неравномерность скорости подачи в начале и в конце фрагмента экструзии, как следствие — наплывы и сопли), озадачился я установкой директ-подачи на своем кубозавре, благо механика на 12-ых рельсах любой директ вытянет.
Были заказаны экструдеры Titan с китайской торговой тырнет-площадки.
Вдогонку к ним там же были приобретены «люмелевые» киты для переделки Titan в Titan Aero. Киты пришли фрезерованные (не порошковые), и, что ожидаемо, — не подошли к китайским же Titan’ам.
Для сомневающихся — читайте комментарии под товарами на али.
Русский инженер страшен. А со штангенциркулем в руках — практически непобедим. Ряд замеров, подсчетов и ву-а-ля:
1) Кинематика перепроектирована под 10 мм ремень GT2

2) Заказаны дрыгатели с повышенным крутящим моментом (NEMA 17 HS 8401)
3) Приводные шпули — 16 зубов
4) Холостые шпули — по 20 зубов, все под 5 мм внутренний диаметр подшипников
5) Запроектирована под плазменную резку и нарезана балка портала из 3 мм нержавейки, с учетом необходимых смещений осей шпулей ХХ из-за разницы кол-ва зубов на приводных и внешних холостых шпулях.
6) Запроектирован новый корпус экструдера вместо родного китайского, подходящий к купленным мной Aero-китам:
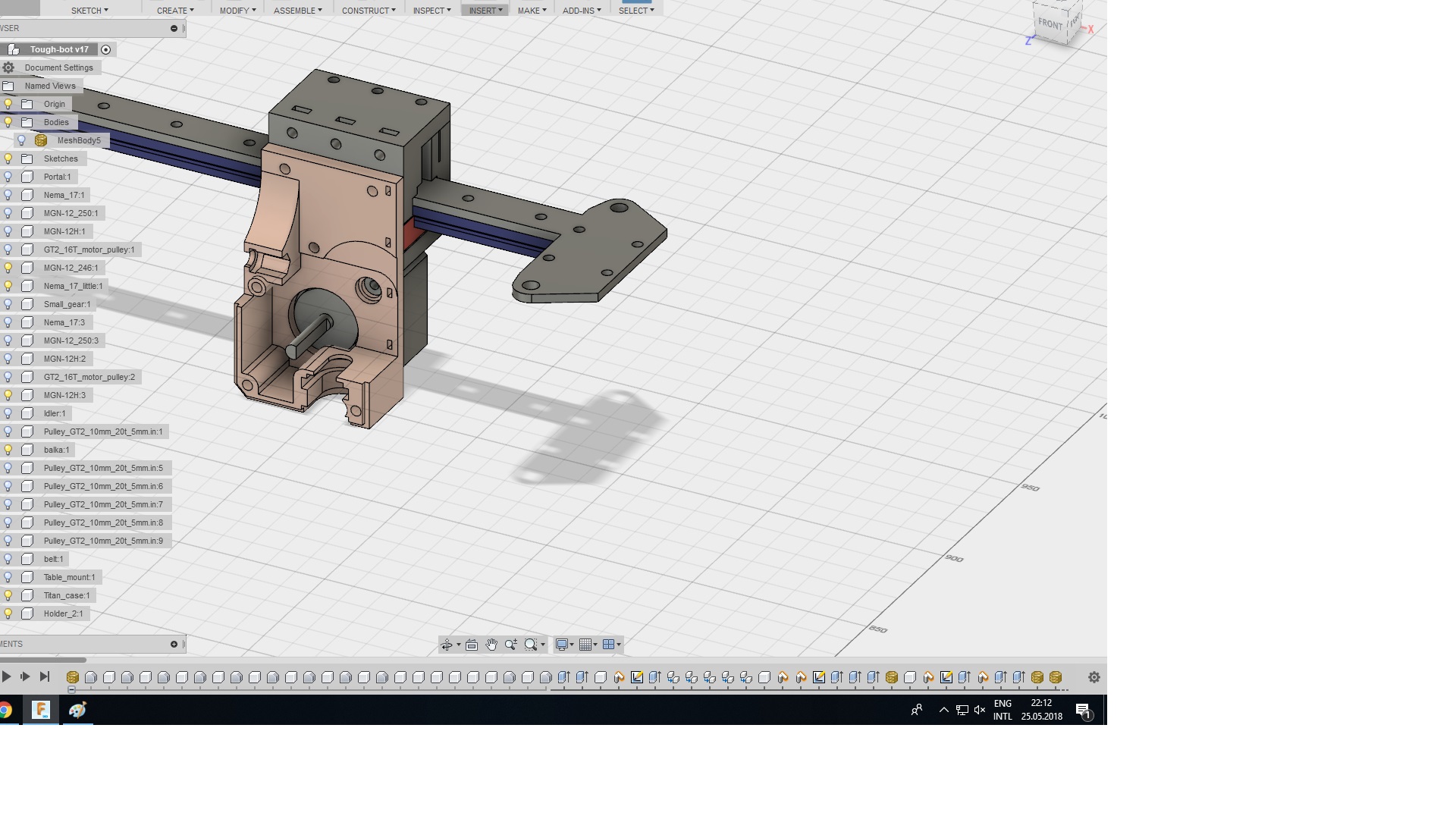
корпус сделан интегрированным сразу для:
— крепления к каретке;
— установки концевика;
— установки платки расключения проводов;
— крепления «антенны» для подвязки «колбасы» из трубки подачи филамента и проводов в оплетке (пока не реализовано).
7) Запроектирована разборная каретка с встроенными фиксаторами ремня
Каретка в сборе (красным — MGN-12H):

Вид снизу с креплением к ползуну MCN-12H:
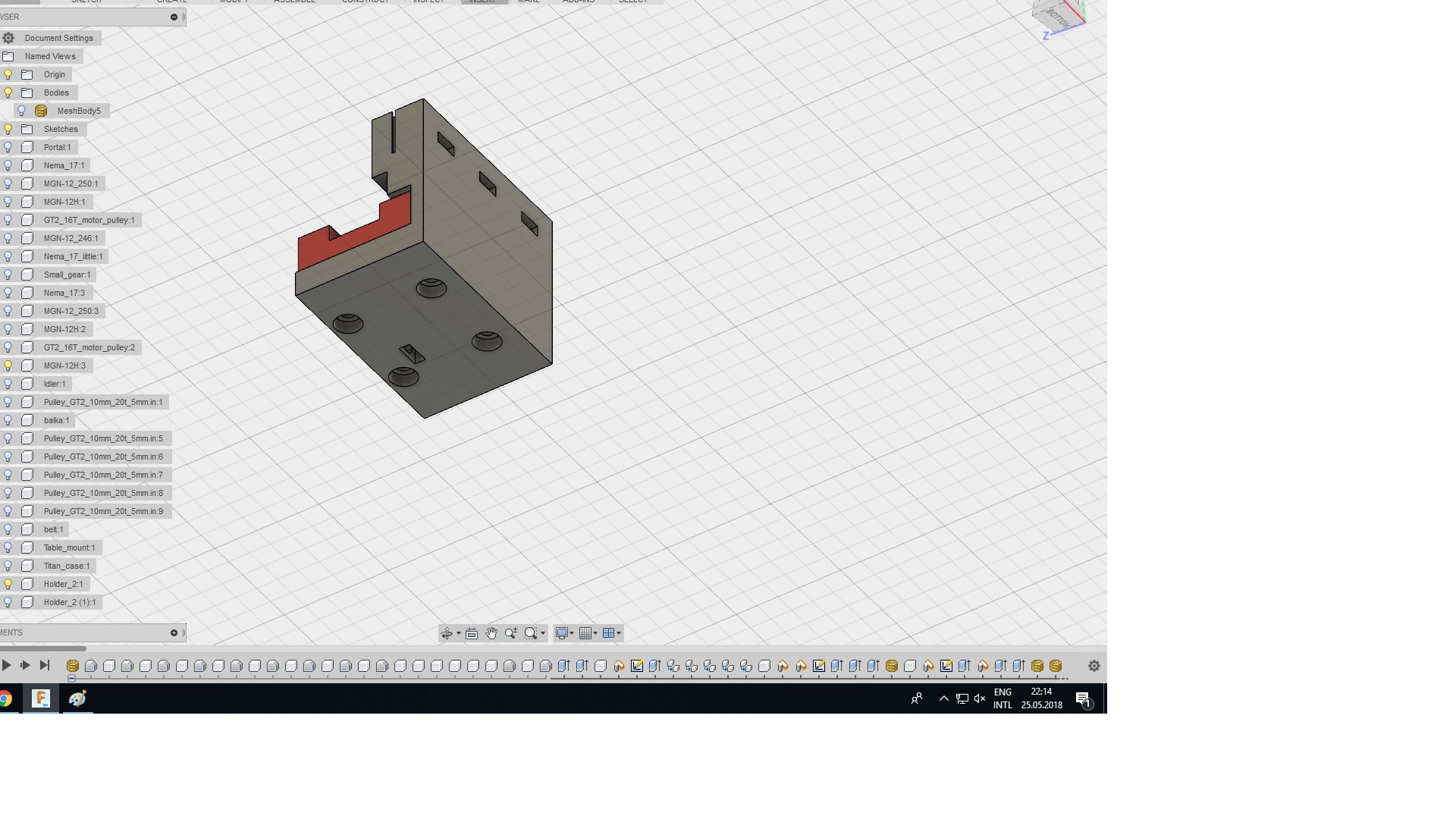
Вид сверху со стороны фиксатора ремня:

Сначала детали были напечатаны из оранжевого PETG от ABS-maker, был собран принтер и после первой печати — постигло лютое разочарование, даже было желание вернуть все как было и списать приобретение Titan + Aero в запасы.
Появился звон. Даже не так, — ЗВОН.
Разбирался пару вечеров с причинами, основными из которых оказались:
— несоосность ведущих шкивов (биения) из-за того, что они не были полностью насажены на валы двигателей;
— пластик PETG от ABS-maker в условиях нагрева восходящим конвекционным потоком от стола и теплом от двигателя экструдера теряет жесткость, пластину толщиной 3.5 мм корпуса экструдера тягало, крутило и мотало.
К слову — ускорения были выставлены 3000 мм/с, скорость печати 80-100 мм/с, Jerk — 10 мм/с.
Уже на этом экструдере с зажатыми скоростями и ускорениями детали были перепечатаны из ABS MAX из г. Королева (любопытный пластик, рекомендую, — жесткий и скользкий, с прекрасным отставанием поддержек, вот только принтер должен поддерживать t печати в диапазоне 280-295 С).
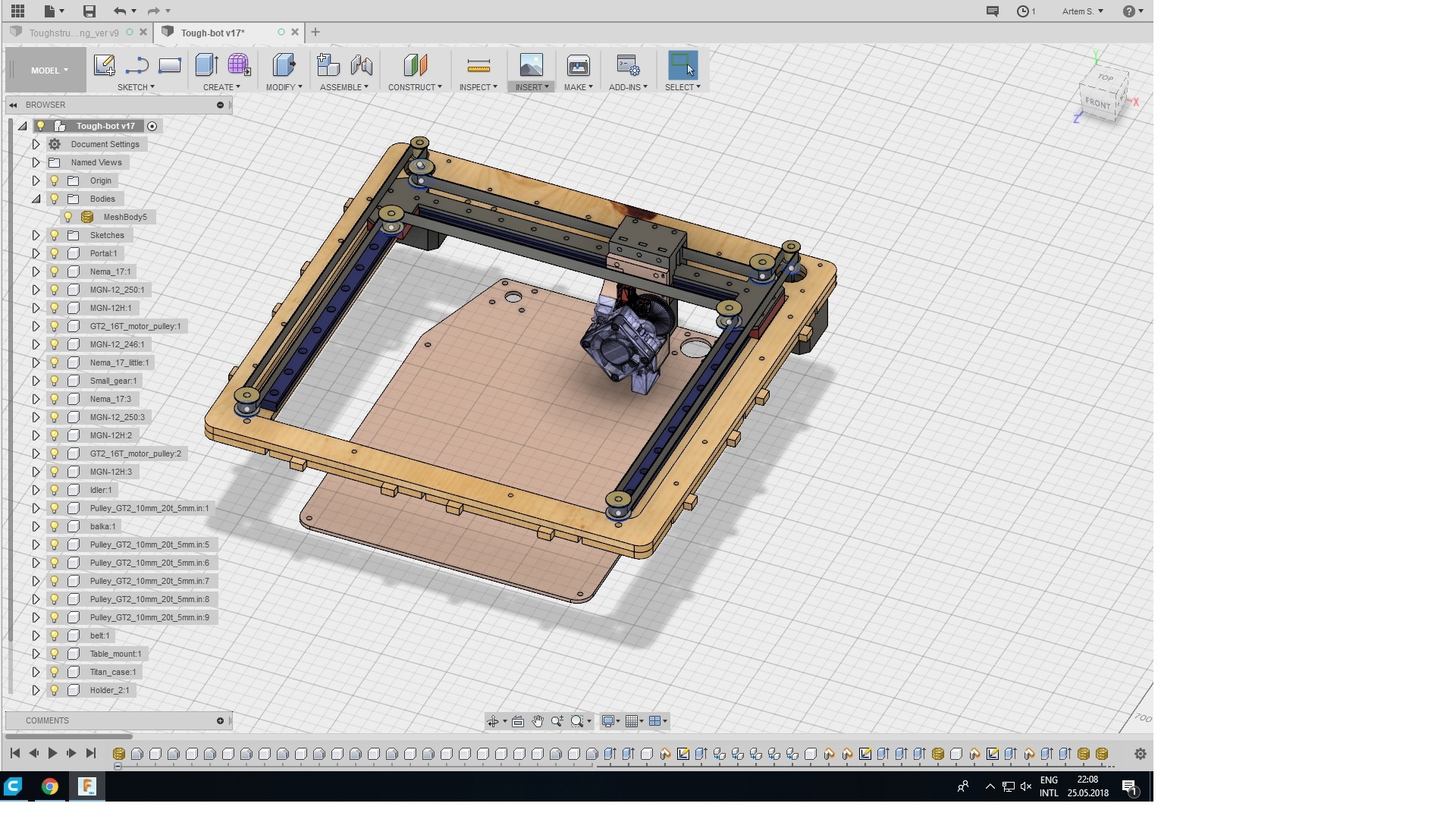
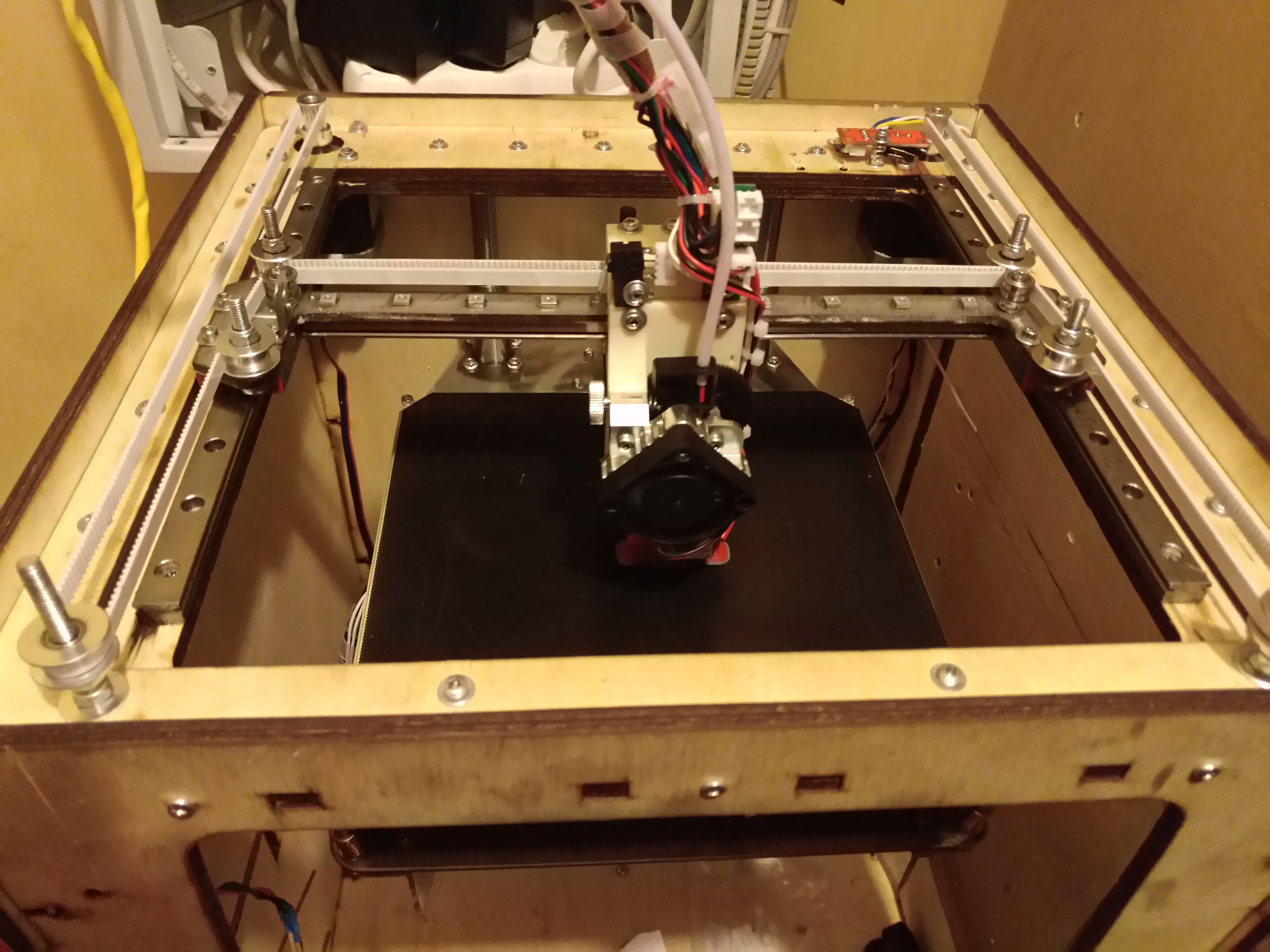
Фото сборки презентую:

Легкий «звон» остался, но подозреваю — это вообще от мест примыкания заполнения к наружным стенкам (оч. похоже, да и шаг его не кратен 2 мм). На полнотелых же и толстостенных моделях его не видно.
Из планируемых доработок:
— перезаказаны элементы верхней рамы, чтобы «вытащить» двигатели повыше и перейти на ремни GT2 10мм окончательно;
— белый ремень пока будет работать в ожидании перехода на более широкий с полиамидным волокном, с узким черным ремнем появляется явный e;t инерционный звон на поверхности.
— мож кто посоветует игольчатые радиаторы с термоклеем или термоскотчем для охлаждения двигателя экструдера?
Пока из нерешенного:
— привыкаю к директ-подаче и почти отсутствию ретракта;
— как-то рассыпаются тонкие высокие поддержки, пока что не смог определиться — проблемы ли это красного ABS от FDplast (на ABS MAX такой проблемы нет), или же недостаток подачи филамента.
Всем удачи!





